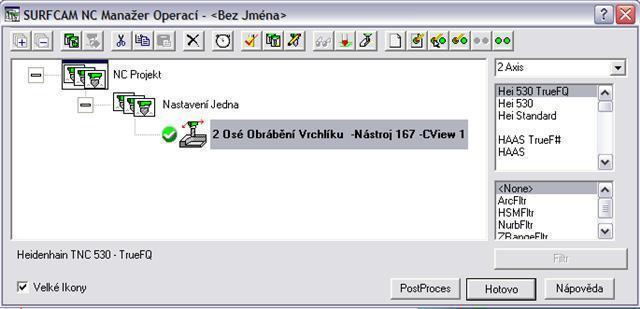
Lekce 1: Úvodní kapitoly
Změna barev, volba rovin pro obrábění, určení polotovaru.
Kapitola 1: Záložky
Přihlášení do SURFCAMU
Obrázek: Úvodní obrázek
Pokud nám nastavení nevyhovuje, nebo je jiné, musíme ho změnit.
Na liště: Nástroje - můžeme změnit
- Jednotky ( Palce, Milimetry )
- Osy
- Vlastní
- Možnosti
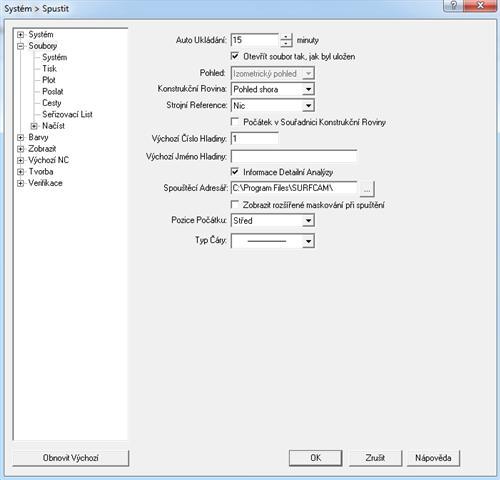
Obrázek: Možnosti
Barvy - Systém (zde můžeme nastavit barvu pozadí a všech dílů)
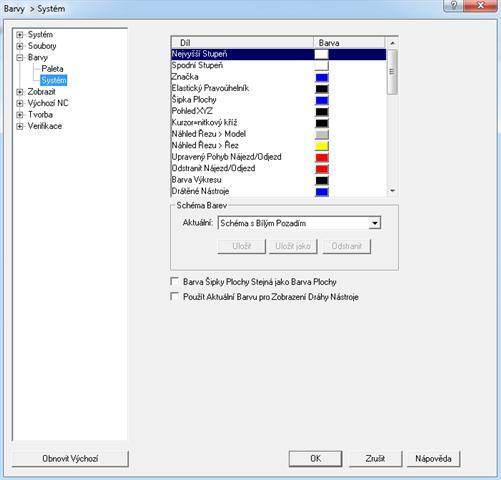
Obrázek: Barvy - Systém
Zobrazit - Systém (zde měníme Nitkový kříž na šipku)
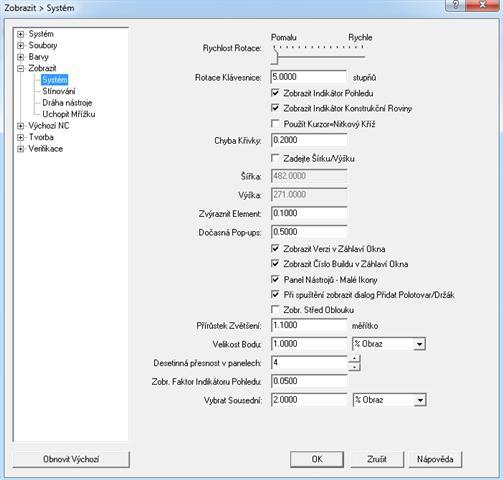
Obrázek: Zobrazit - Systém
Po načtení obrobku se objeví Drátový Model, který je dobré změnit na Stínovat, nebo Stínovat s Drátovou Geometrií
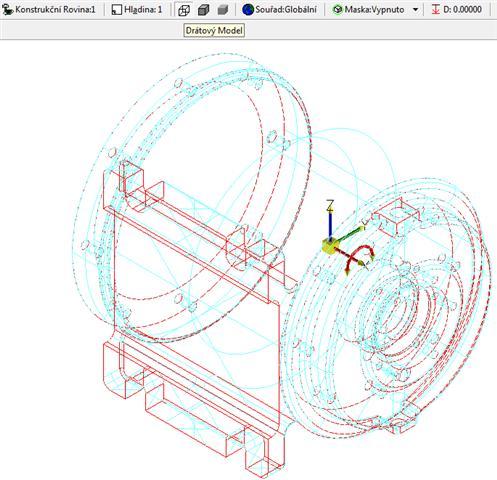
Obrázek: Varianty modelu - drátový
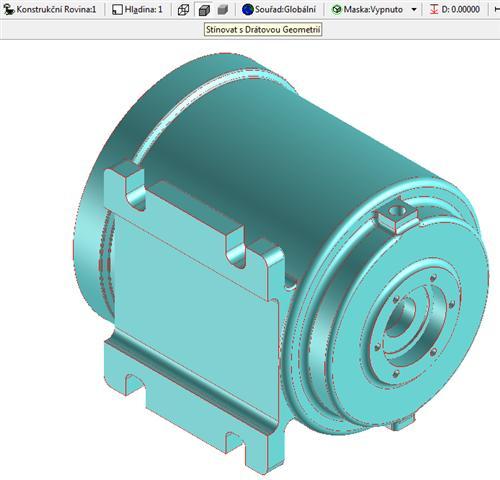
Obrázek: Varianty modelu - stínovaný i drátový
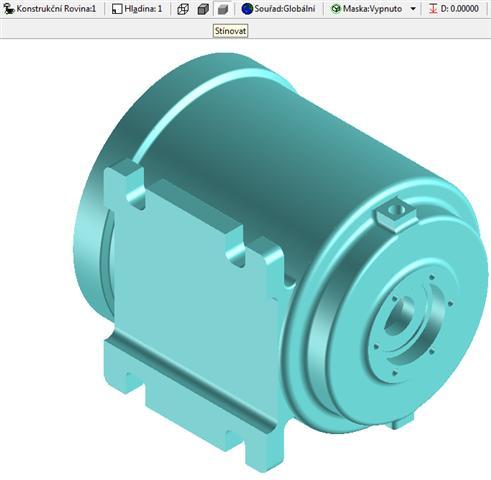
Obrázek: Varianty modelu - stínovaný
Tabulky při obrábění:
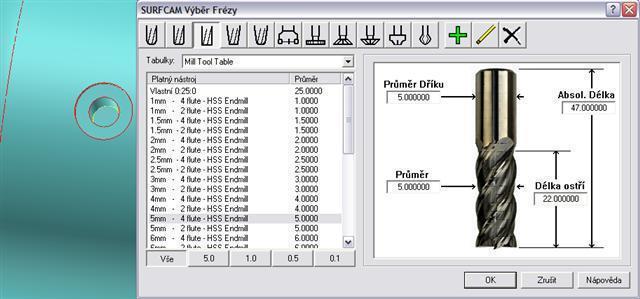
Zarovnat - obrobení horní plochy čelem nástroje. V první tabulce máme Ivformaco o Nástroji, kde můžeme změnit nástroj (jak průměr, tak počet břitů, ... ), vybíráme zde materiál, druh chlazení. Následně se nám změní čezné podmínky.
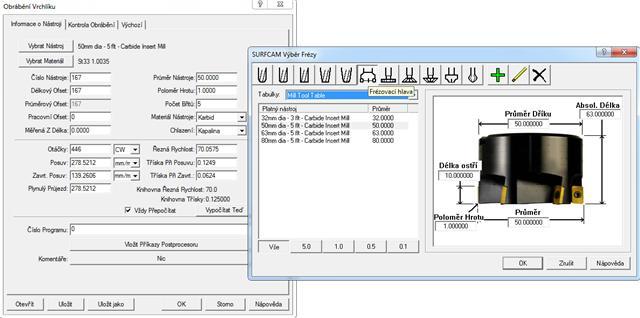
Obrázek: Informace o nástroji
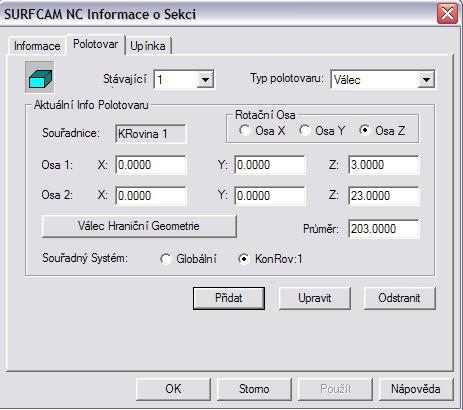
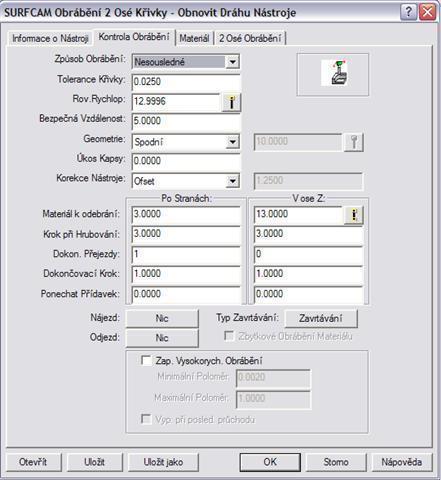
V druhé tabulce Kontrola Obrábění volíme způsob a směr zarovnání, Geometrii, přídavky, hloubky záběrů, ... Některé hodnoty jsou nastaveny, ale je vhodné se naučit s nimi pracovat. Nejčastěji nastane kolize v důsledku najetí nástroje do materiálu při nedodržení přídavku po straně - nutno hodnotu zvětšit.
Obrázek: Kontrola obrábění
Kontura - obrobení obvodu součásti válcovou částí nástroje. V první tabulce opět informace o nástroji, ... .
Obrázek: Informace o nástroji
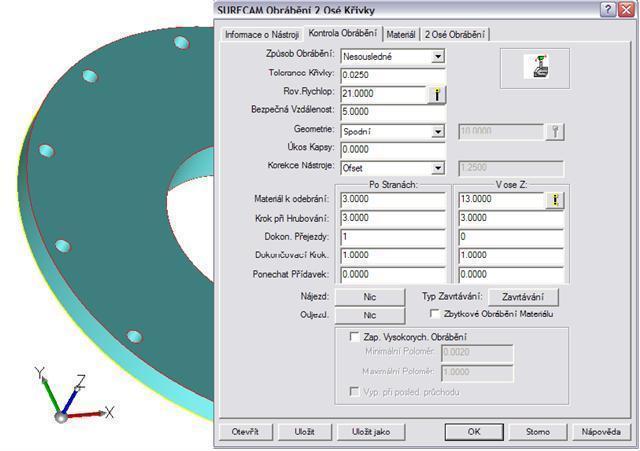
V druhé tabulce volíme způsob obrábění, Geometrii, materiál k odebrání, počty přelezdů, krok při hrubování.
Obrázek: Kontrola obrábění
Vrtání - obrobení rotačních děr. V první tabulce opět informace o nástroji, ... .
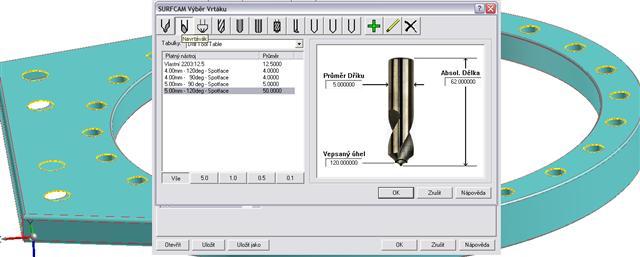
Obrázek: Informace o nástroji
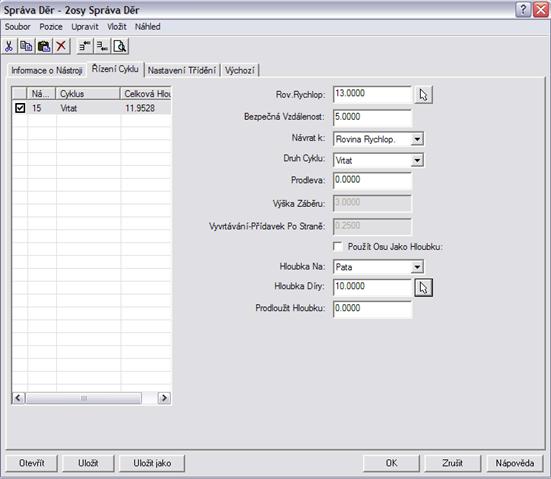
Druhá tabulka Řízení Cyklu - zde je důležité nastavit hloubku díry a určit, zda je tato hodnota na hrot nebo patu. Můžeme zde navolit i výrobu závitu.
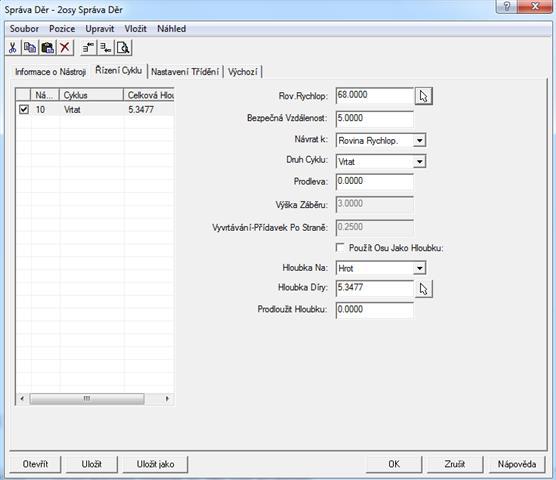
Obrázek: Řízení cyklu
Větší díry a kapsy se vyrábí Kapsováním. První tabulka opět o nástroji.
Obrázek: Informace o nástroji
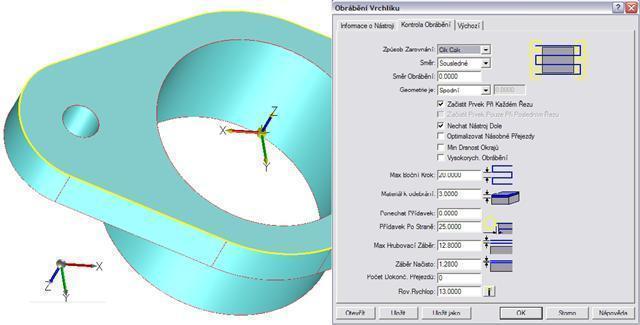
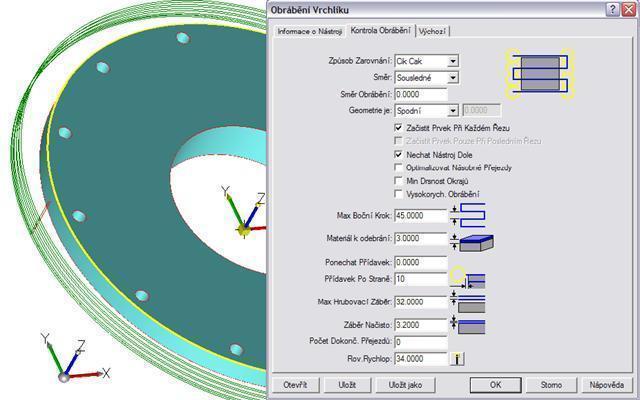
Ve druhé tabulce je důležité zvolit způsob zajíždění nástroje do materiálu ( Spirála, Cik Cak, Cik ).

Obrázek: Kontrola obrábění
V této kapitole jsme se seznámili se základními tabulkami, které jsou nejnutnější pro další práci.
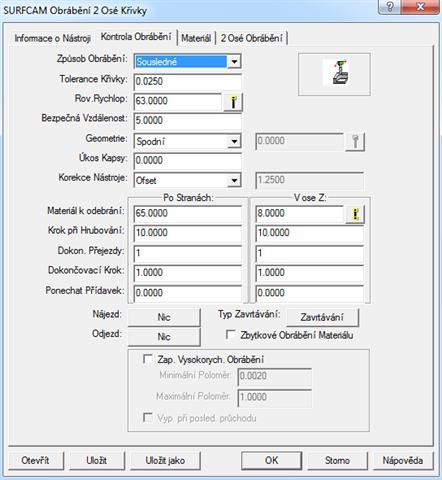
Kapitola 2: Kontrola obrábění
Tato karta obsahuje položky, které specifikují požadovaný způsob obrábění. V této kapitole budou tyto jednotlivé položky vysvětleny. Karta ontroly obrábění se vyskytuje např.ve funkcích Kapsa, Kontura, Zarovnání.
Kapsa
K odebírání materiálu v uzavřených hranicích. Lze ji též použít k odstranění materiálu mezi konturou obrobku a hranou materiálu.
Způsob obrábění - volba určuje způsob pohybu nástroje při obrábění materiálu. Dělí se na sousledné a nesousledné.
Způsob kapsování - určuje způsob pohybu nástroje.
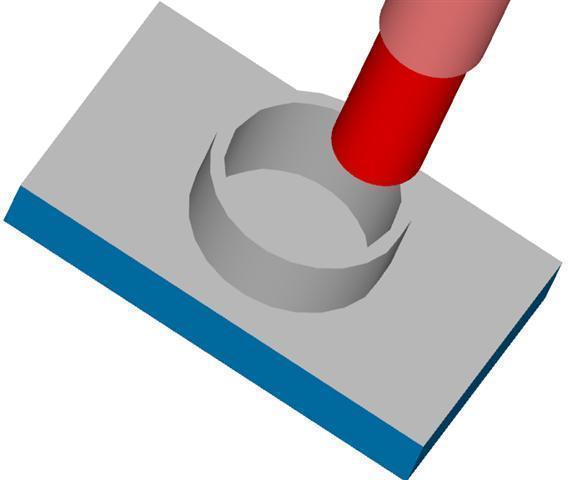
- Spirálově - nástroj se pohybuje po po zvětšujících se konturách od středu ke kraji
- Cik-cak - nástroj se pohybuje lineárně napříč kapsou s ukončujícím ofsetovým odjezdem kolem kontur
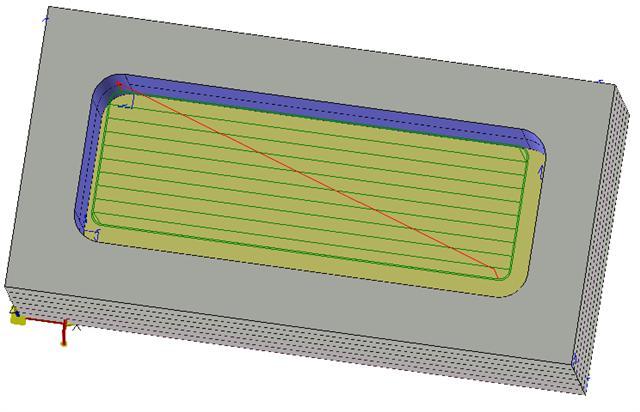
- Cik - pracovní posuvy jsou přímkové, rovnoběžné a jedním směrem
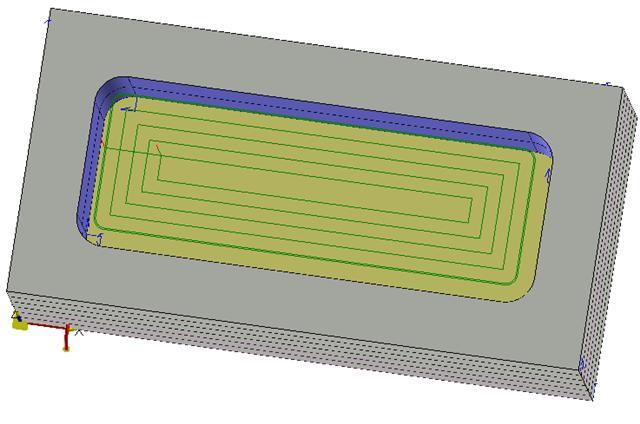
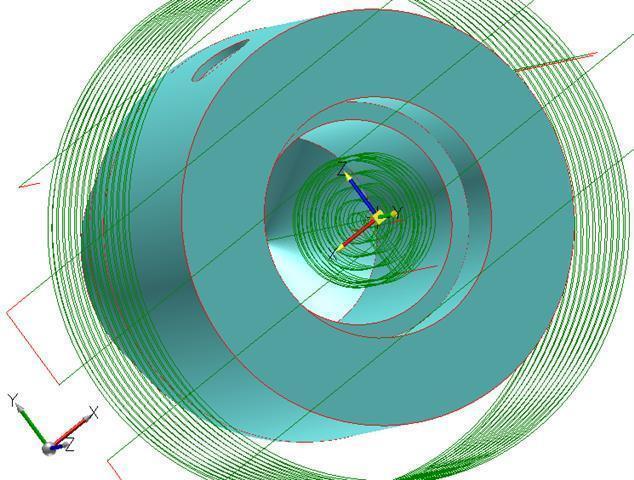
Obrázek: Obrobení spirálové
Obrázek: Obrobení Cik - cak
Obrázek: Obrobení Cik
Tolerance křivky - pohyby podél křivky jsou rozděleny na lineární pohyby.
Rovina rychloposuvu - výška vztažená k nejvyšší dráze nástroje.
Bezpečná vzdálenost - vzdálenost nad obrobkem, kde končí pohyb rychloposuvem.
Geometrie - vysvětleno u kontury
Materiál k odebrání - udává množství (hloubku) materiálu. Hodnota je používána pro rozdíl mezi vrchní a spodní částí kapsy (můžeme změřit kliknutím na příslušné body).
Krok při hrubování - položka udává vzdálenost mezi jednotlivými hrubovacími odlezdy (množství materiálu, které nástroj odstraňuje při druhém až posledním hrubovacím objezdu).
Dokončovací přejezd - počet dokončovacích objezdů. Při nastavení 0 budou provedeny pouze hrubovací objezdy.
Dokončovací krok - vzdálenost mezi dokončovacími objezdy.
Ponechat přídavek - umožňuje ponechat přídavek po stranách i na dně kapsy (hloubky ani šířka kapsy není ukončena na kontuře.

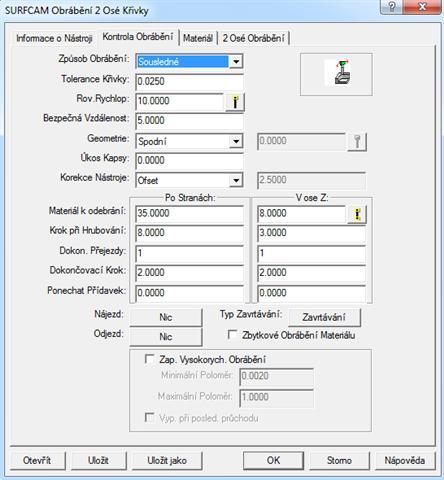
Obrázek: Kontrola obrábění - kapsa
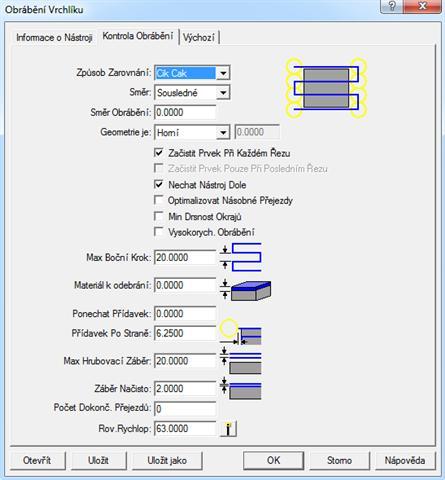
Zarovnání (budou vysvětleny jen odlišnosti)
K obrobení plochy materiálu, která je kolmá na osu nástroje a není ohraničena stěnami.
Geometrie - výběr ze čtyř způsobů
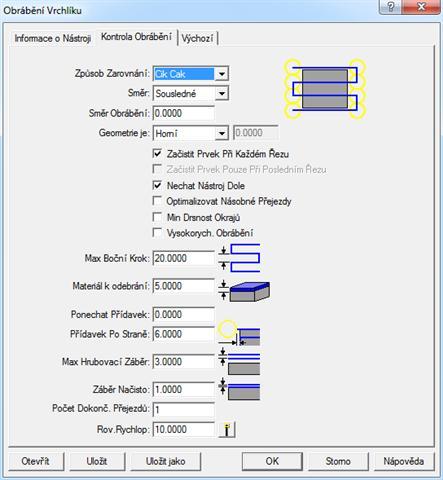
- Horní - geometrie určuje nejvyšší horní přejezdy
- Spodní - geometrie určuje nejnižší spodní přejezdy
- Horní Z - hodnota v poli je nastavena jako absolutní hodnota v ose Z pro nejvyšší horní přejezdy
- Spodní Z - hodnota v poli je nastavena jako absolutní hodnota v ose Z pro nejnižší spodní přejezdy
Materiál k odebrání - celkové množství materiálu k odebrání
Přídavek po straně - materiál, který je mezi konturou a polotovarem.
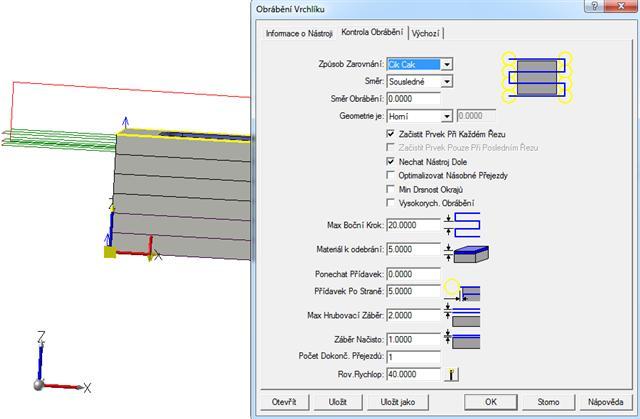
Obrázek: Kontrola obrábění - Horní
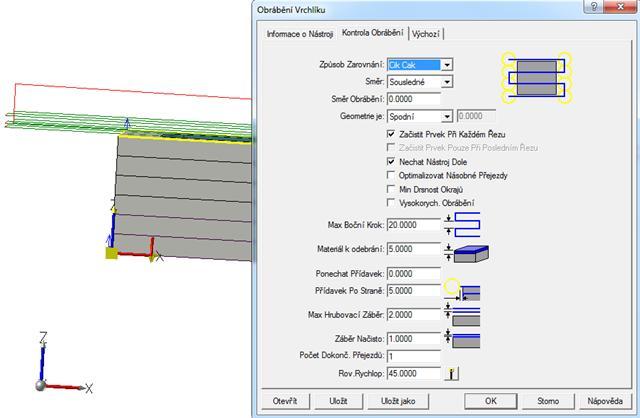
Obrázek: Kontrola obrábění - Spodní
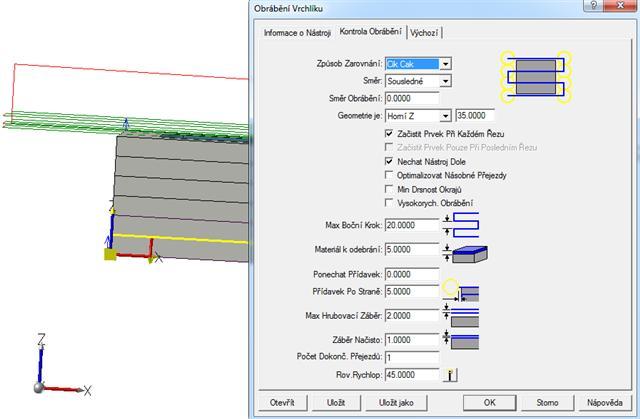
Obrázek: Kontrola obrábění - Horní Z
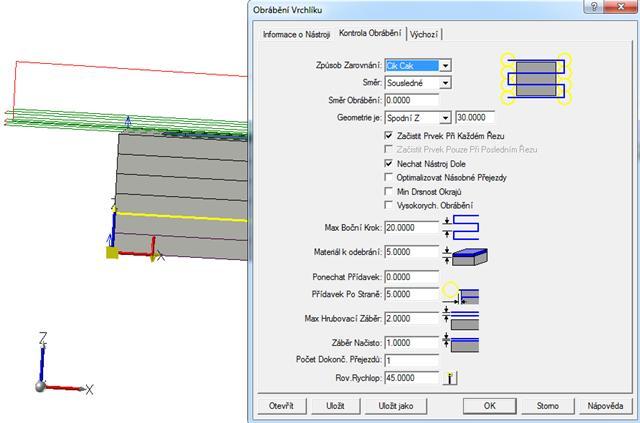
Obrázek: Kontrola obrábění - Spodní Z
Obrázek: Vyplněná tabulka pro zarovnání
Kontura
K odebrání materiálu zleva, zprava nebo po kontuře. Lze ji použít pro odstranění materiálu, který leží mezi konturou a materiálem. Hraníční kontura může být otevřená nebo uzavřená.
Obrázek: Vyplněná tabulka pro konturu
Lekce 2: Článková napaječka
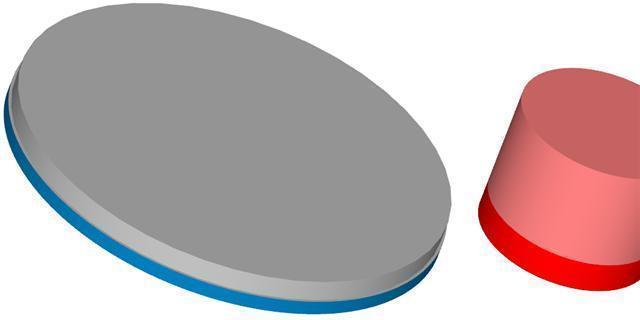
Obrábění součástí bude provedeno frézováním. Víčko na předek by se dalo obrobit dvouosým frézováním, z cvičných důvodů ji obrobíme tříosým frézováním.
Kapitola 1: Přítlačná podložka
Obrobení přítlačné podložky
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam
Po načtení podložky do SURFCAMU musíme ustavit obrobek do roviny, ve které jej budeme moci obrábět, dále je nutné určit polotovar ze kterého bude obrobek vyroben a následně jej můžeme obrábět.
V jedotlvých bodech popíšu sled operací, které povedou k obrobení jednoduché součásti co nejjednodušším způsobem. Každá součást lze obrobit různými způsoby, v závislosti na opotřebení nástrojů, šetření materiálu, časové úspoře, ... .
1) Změna barev (pozadí,. ...) - vysvětleno v úvodní kapitole X
2) Změna nitkového kříže na šipku - vysvětleno v úvodní kapitole X
3) doporučení změny z DRÁTOVÉHO MODELU na STÍNOVAT S DRÁTOVOU GEOMETRIÍ
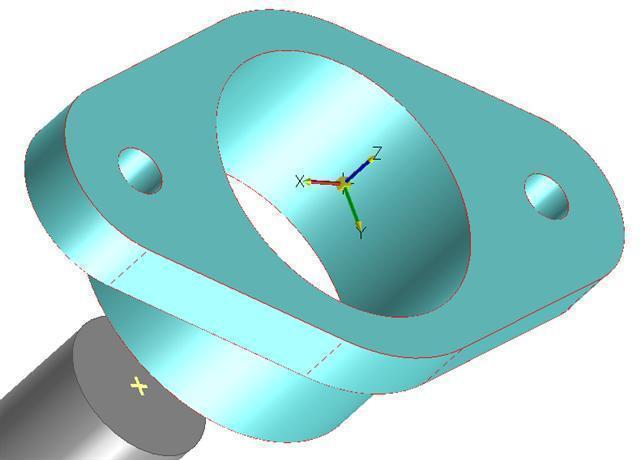
4) Ustavení obrobku
Obrázek: Původní nastavení
Nastavení osového kříže vyhovuje, můžeme pokračovat
5) Volba polotovaru
Součást je rotační, základna obdélníková, proto použijeme jako polotovar kvádr. Na každou stěnu dáme přídavek 3 mm.
Popis: Určení polotovaru
Manažer operací - NC Projekt (pravým tlačítkem myši) - Upravit Informace Sekce - Polotovar - Geometrie hraničního kvádru - k hodnotám v tabulce přičteme přídavky - Přidat (změní se stávající nic na 1) - OK - Hotovo
Obrázek: Vyplněná tabulka
Polotovar se nám nezobrazí u výrobku.
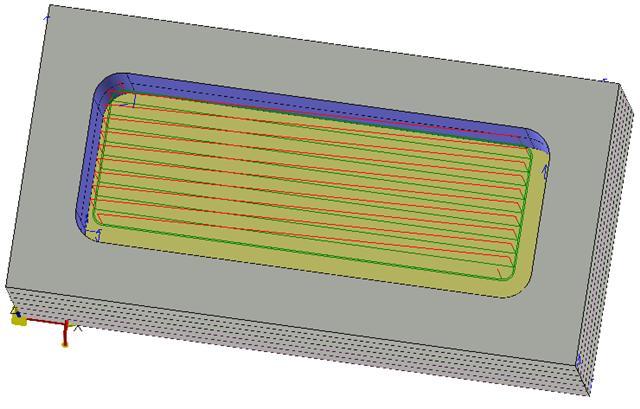
6) Obrábění - frézováním
Obrobení povrchu - zarovnání
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní kružnici - objeví se tabulka, kde se dá zvolit: materiál, nástroj, řezné podmínky, ... . Z důvodu jednoduchosti bude použito předvolené nastavení (taulka bude vysvětlena v kapitole Y). - OK (objeví se dráhy obrábění)
(aby nevznikla chyba při obrábění z důvodu nevhodných najíždění nástroje do materiálu, je nutné v tabulce změnit v Kontole obrábění Přídavek Po Straně změnit na 25).
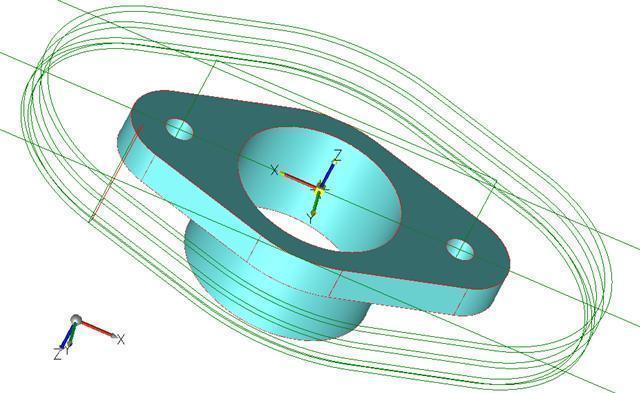
Obrázek: Dráhy obrábění
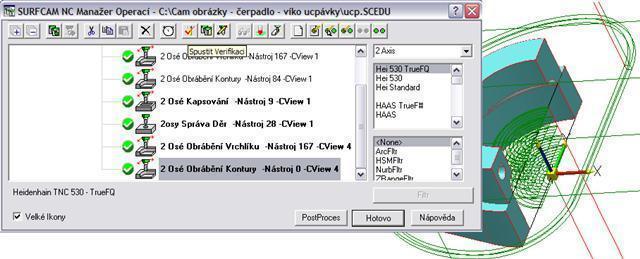
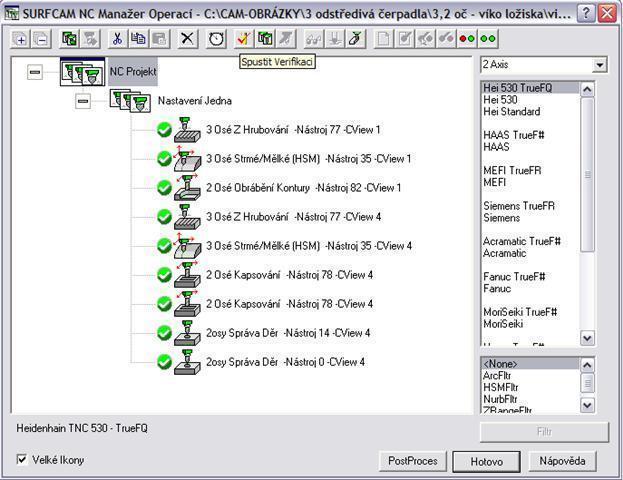
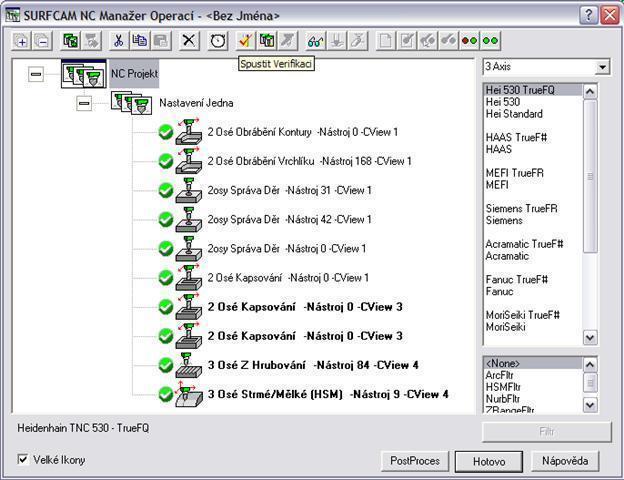
Manažer operací - spustit verifikaci
Spustit
Obrobení součásti po obvodě:
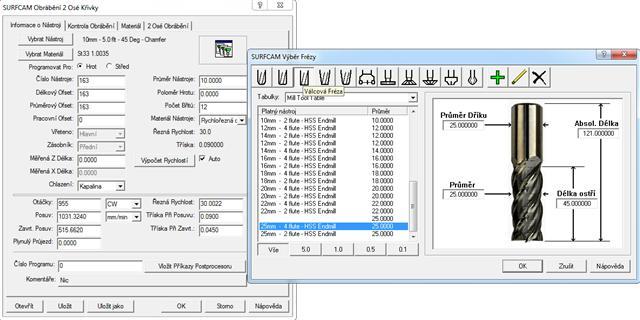
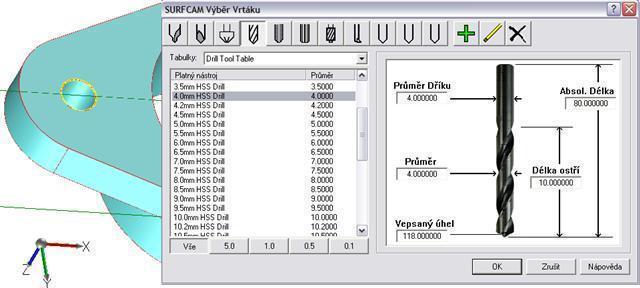
NC - 2 Osé - Kontura - 2x kliknutí na vnější spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
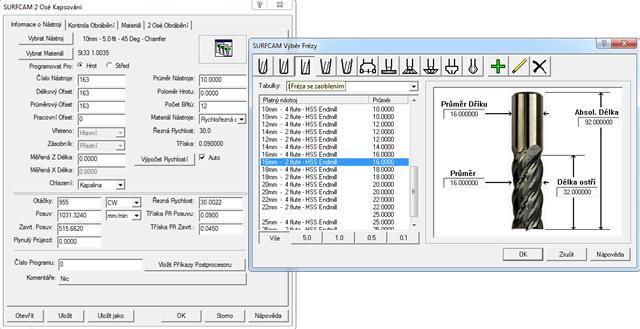
Obrázek: Výběr nástroje
Obrázek: Kontrola obrábění
Manažer operací - spustit verifikaci
Obrobení středové díry
NC - 2 Osé - Kapsa - 2x kliknutí na vnější spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK

Obrázek: Kontrola obrábění
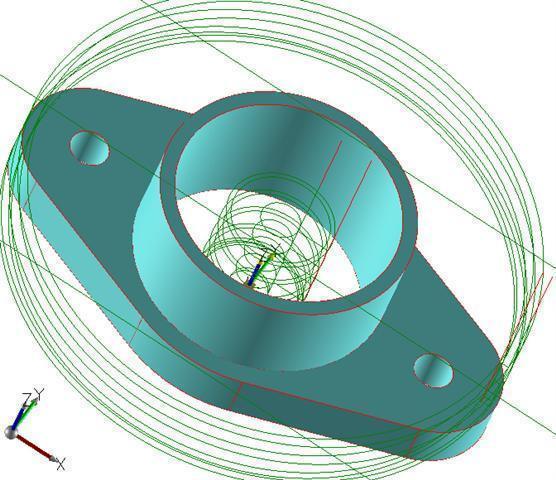
Obrázek: Dráhy nástroje
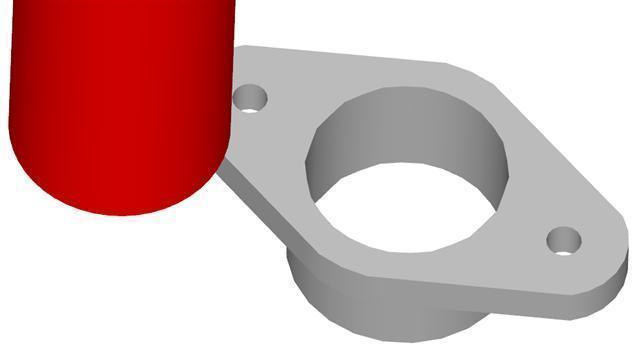
Obrázek: Obrobení jedné strany
Pro obrobení podložky z druhé strany je třeba zvolit novou konstrukční rovinu
7) Popis změny: Otočení roviny (kliky na):
Souřad. Globální změnit na Souřad:Pohled
Obrázek: Otočená rovina
Obrobení povrchu - zarovnání
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní tvar - objeví se tabulka, kde se dá zvolit: materiál, nástroj, řezné podmínky, ... - OK (objeví se dráhy obrábění)
Obrázek: Označení + Kontrola obrábění
Vrtání děr:
Obrázek: Označení + výběr nástroje
Manažer operací - spustit verifikaci
Spustit
Obrobení součásti po obvodě:
NC - 2 Osé - Kontura - 2x kliknutí na vnější spodní vnější tvar - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
Obrázek: Dráhy nástroje
Obrázek: Hotový výrobek
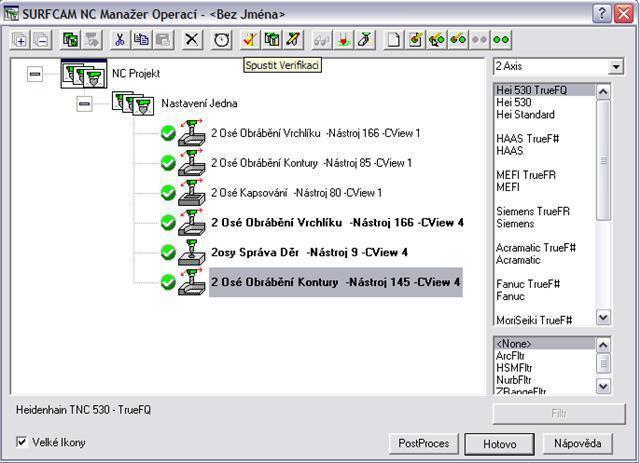
Obrázek: Manažer operací
Kapitola 2: Víčko na předek
Obrobení víčka
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam
Po načtení víčka do SURFCAMU musíme ustavit obrobek do roviny, ve které jej budeme moci obrábět, dále je nutné určit polotovar ze kterého bude obrobek vyroben a následně jej můžeme obrábět.
V jedotlvých bodech popíšu sled operací, které povedou k obrobení jednoduché součásti co nejjednodušším způsobem. Každá součást lze obrobit různými způsoby, v závislosti na opotřebení nástrojů, šetření materiálu, časové úspoře, ... .
1) Změna barev (pozadí,. ...) - vysvětleno v úvodní kapitole X
2) Změna nitkového kříže na šipku - vysvětleno v úvodní kapitole X
3) doporučení změny z DRÁTOVÉHO MODELU na STÍNOVAT S DRÁTOVOU GEOMETRIÍ
4) Ustavení obrobku
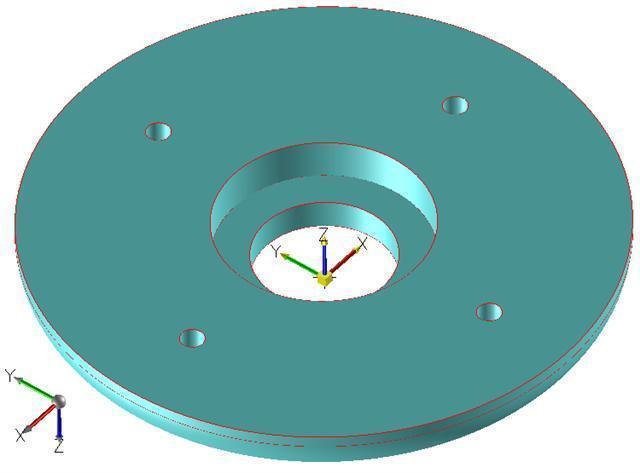
Obrázek: Původní nastavení
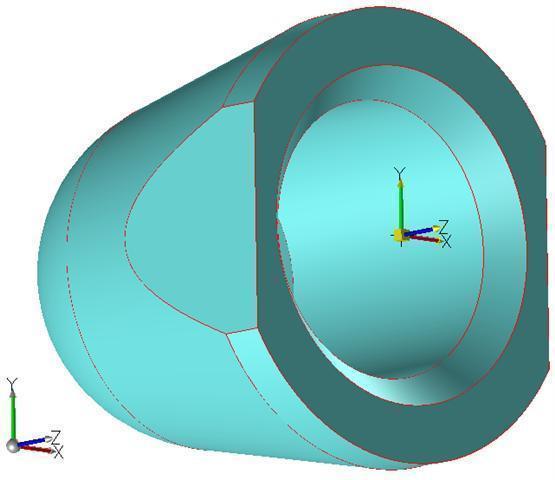
Popis změny: Otočení roviny (kliky na):
Konstrukční rovina:1 - v tabulce pohled: 5 (OK) - Upravit - transformovat - posunout - do pohledu - obrazovka - klávesnice - v tabulce (OK) - Konstrukční rovina: 5 - v tabulce pohled:1 (OK) - klávesnice (OK)
Obrázek: Otočená rovina
Popis změny: Posunutí roviny (kliknutí na):
Najít střed součásti:
Tvorba - bod - střed - kliknutí na vnější horní kružnici (vznikne bod uprostřed)
Obrázek: Bod
Umístění osového kříže na střed
Upravit - Transformovat - posunout - pozice - obrazovka (nebo okno) - klik na bod ve středu kružnice - klávesnice - v tabulce (OK)
Obrázek: Posunutí počátku
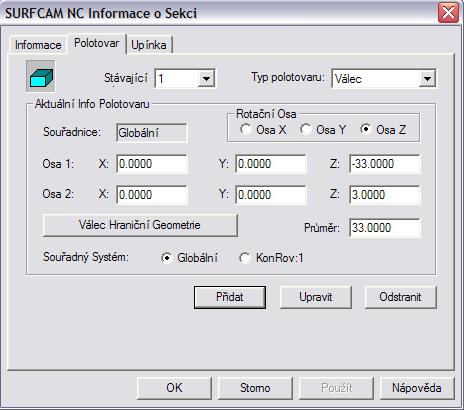
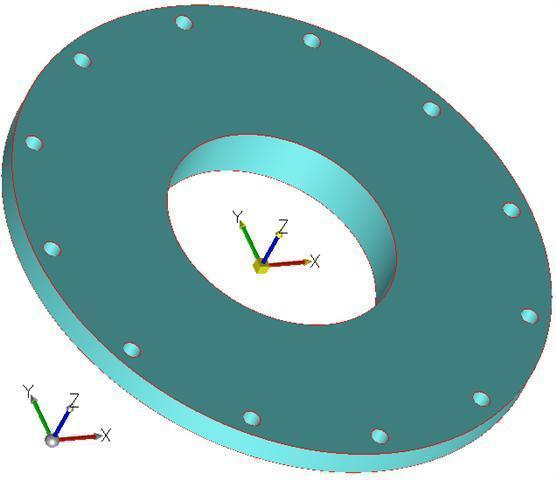
5) Volba polotovaru
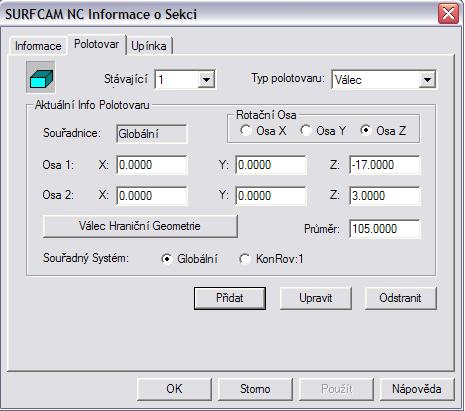
Součást je rotační, proto použijeme jako polotovar válec. Na průměr přidáme 3 mm, na výšku přidáme na každou stranu 3 mm.
Popis: Určení polotovaru
Manažer operací - NC Projekt (pravým tlačítkem myši) - Upravit Informace Sekce - Polotovar - změnit kvádr na válec - osa rotace Z - Válec Hraniční Geometrie - k hodnotám v tabulce přičteme přídavky - Přidat (změní se stávající nic na 1) - OK - Hotovo
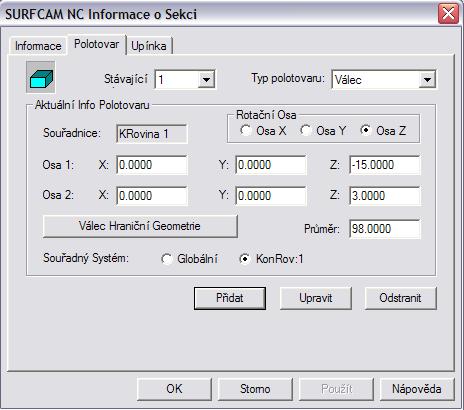
Obrázek: Vyplněná tabulka
Polotovar se nám nezobrazí u výrobku.
6) Obrábění - frézováním
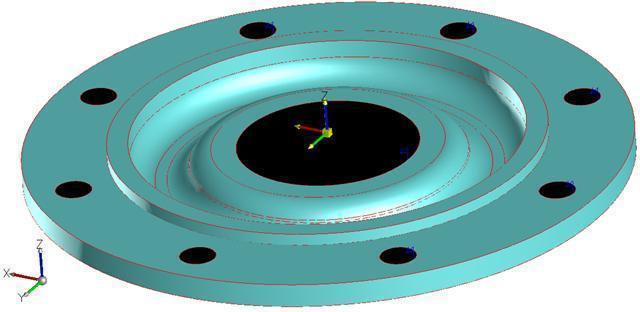
Obrobení součásti:
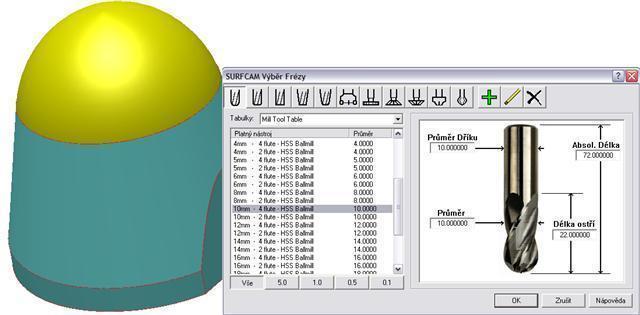
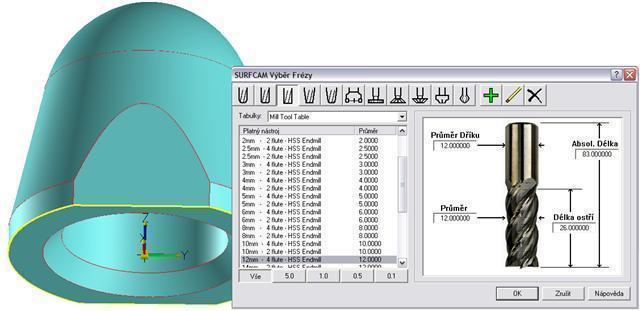
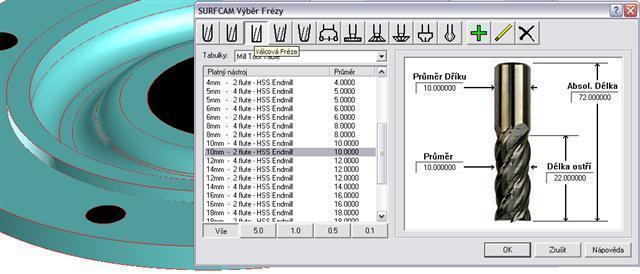
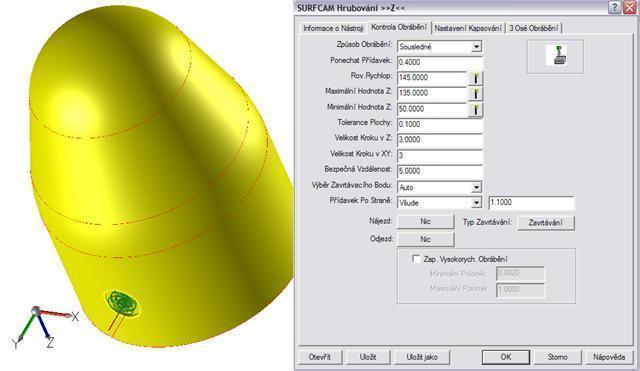
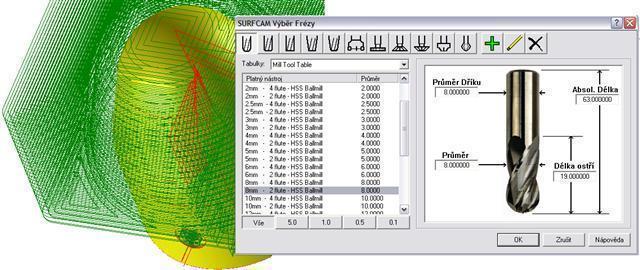
NC - 3 Osé - Z-Hrub - Obrazovka - Vnější kvádr OK - Výpočet Hranic Polotovaru OK - v tabulce: změna nástroje potvrdíme OK
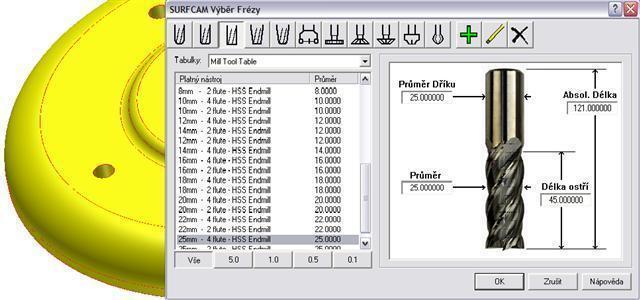
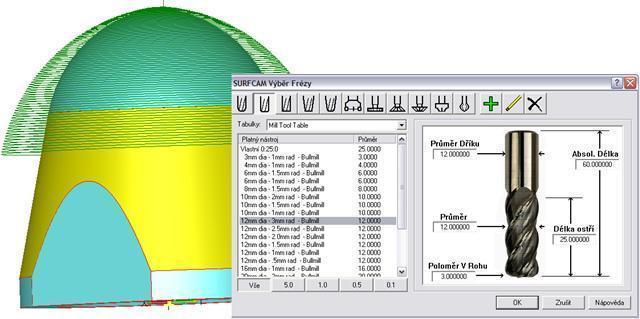
Obrázek: Označení + výběr nástroje

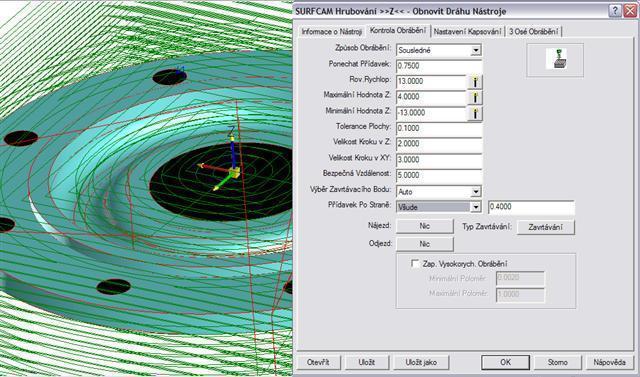
Obrázek: Kontrola obrábění
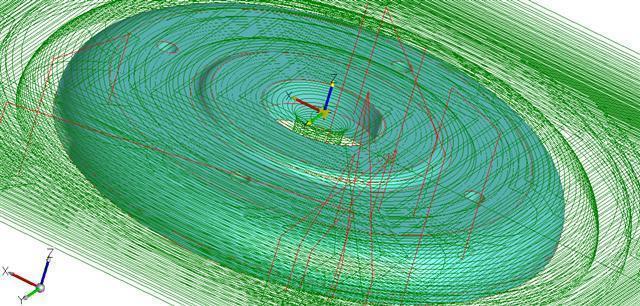
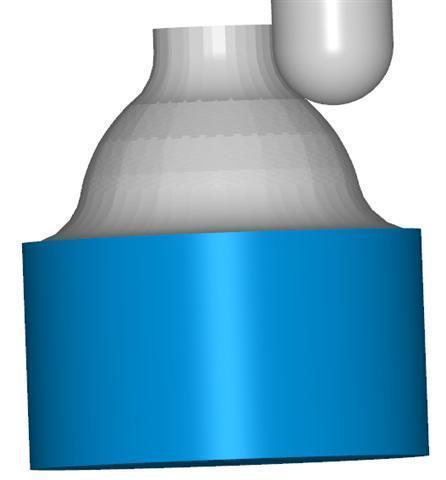
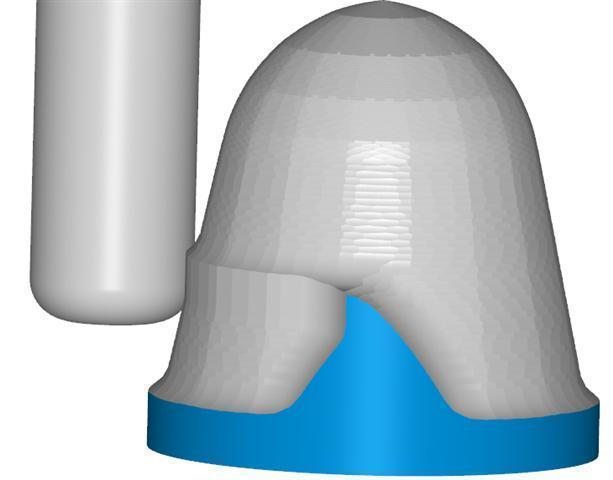
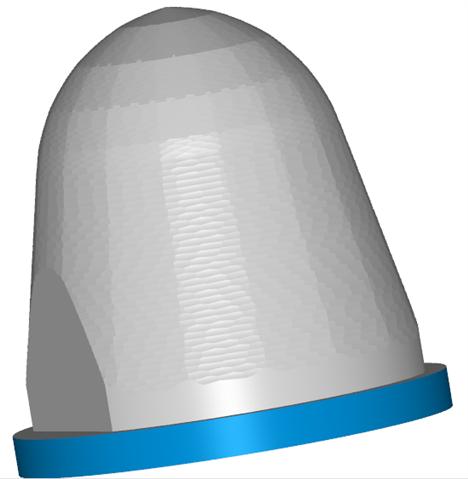
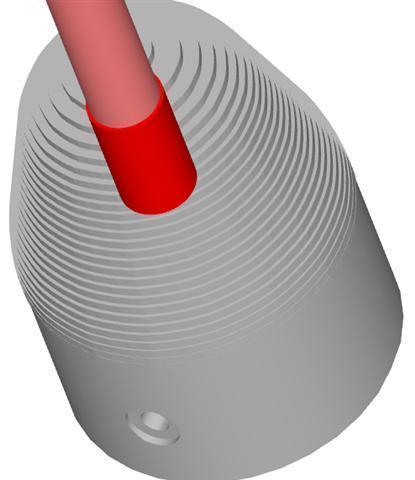
Obrázek: Dráhy 3osého frézování
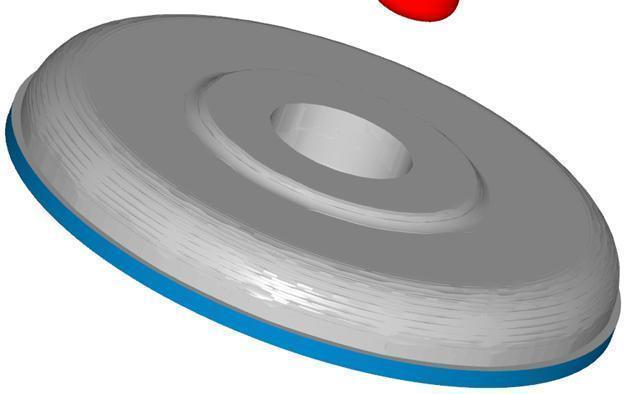
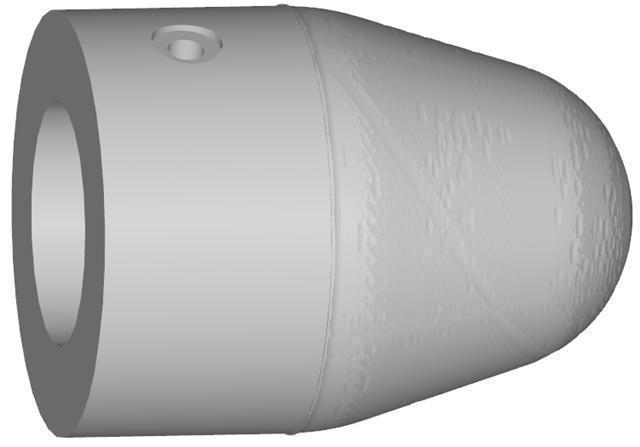
Obrázek: Obrobení jedné strany
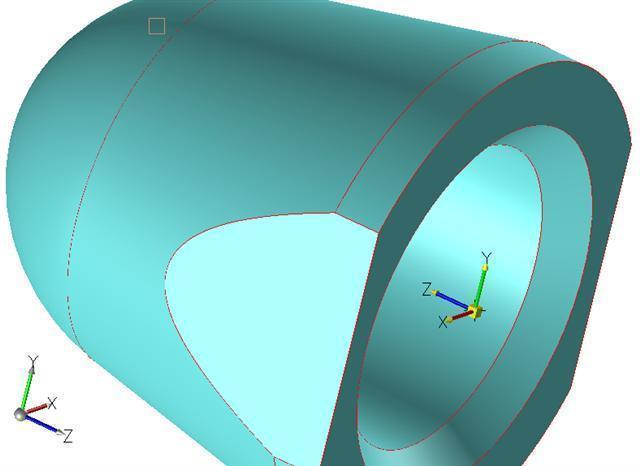
Pro obrobení víčka z druhé strany je třeba zvolit novou konstrukční rovinu
7) Popis změny: Otočení roviny (kliky na):
Souřad. Globální změnit na Souřad:Pohled
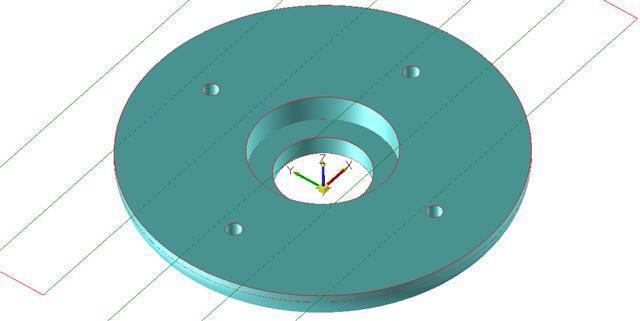
Obrázek: Otočená rovina
Obrobení povrchu - zarovnání
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní kružnici - objeví se tabulka, kde se dá zvolit: materiál, nástroj, řezné podmínky, ... - OK (objeví se dráhy obrábění)
Obrázek: Dráhy nástroje
Obrobení středové díry
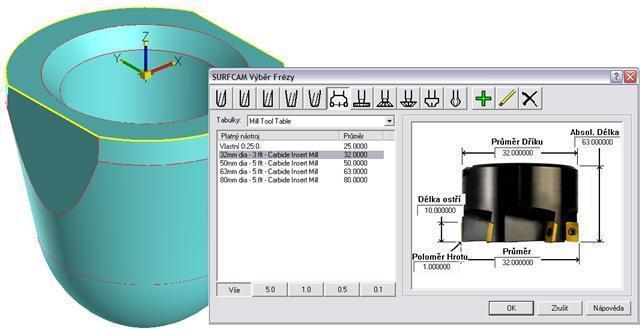
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK 
Obrázek: Kontrola obrábění
Vrtání děr (4x):
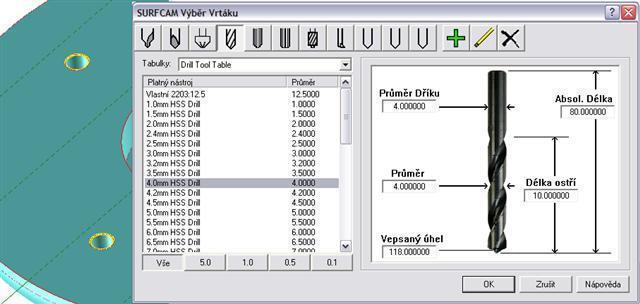
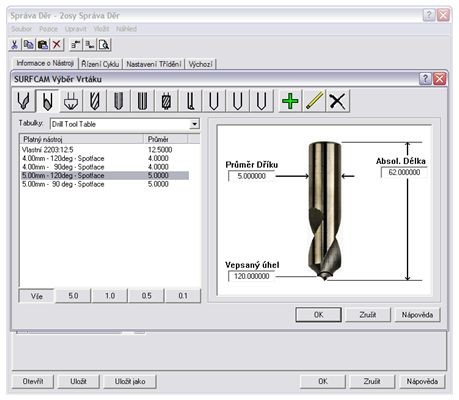
Obrázek: Označení + výběr nástroje
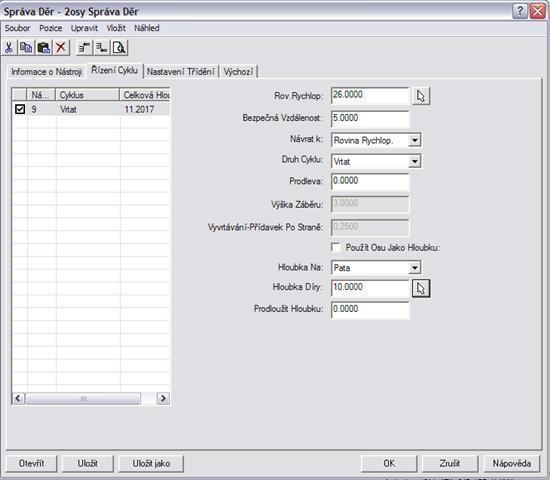
Obrázek: Řízení cyklu
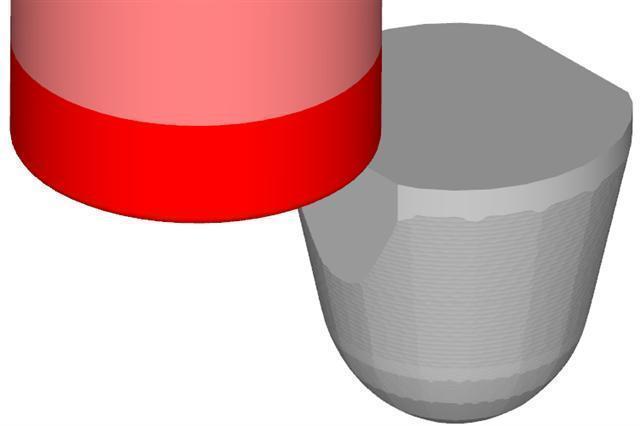
Spustit
Obrázek: Obrobená součást
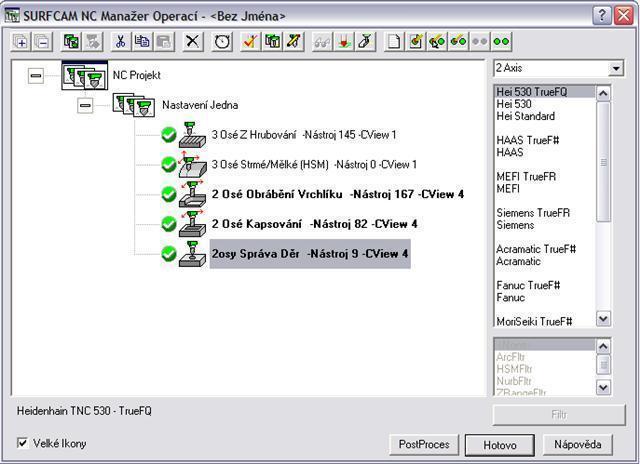
Obrázek: Manažer operací
Kapitola 3: Cvičení
- Vymyslete jinou strategii obráběné zadané součástky a vytvořte program (.x t)
- Vytvořte program pro zadanou součást (.xt)
Kapitola 4: Kontrolní otázky
- Na co slouží předvrtání
- Co je zbytkový materiál
- Na co se používá operace Kontura
- Na co se používá závitová fréza
- Rozdělení dokončovacích operací u tříocého obrábění
Kapitola 5: Autotest
- Co značí materiál k odebrání:
- Operace Zbytkový materiál slouží:
- Co je to nárůstek:
- Soustružením vzniká nejčastěji tříska:
- Životnost nástrojových ocelí je nejvíce závislá na:
Lekce 3: Odstředivé horizontální čerpadlo ( kozlíkové )
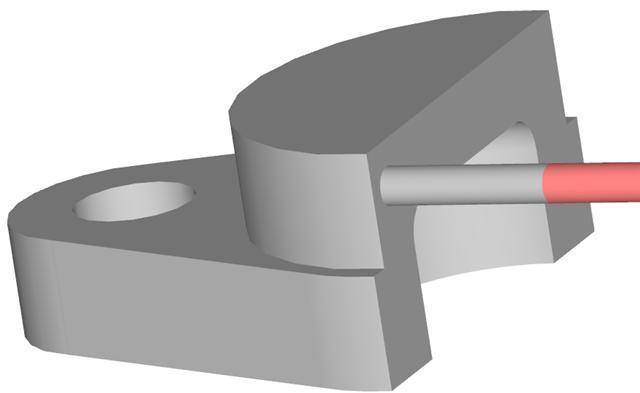
Tato lekce popisuje základní postup obrobení součásti ( víka ucpávky ). Tato součást je nerotační, proto využijeme pro obrobení dvouosé frézování. Další součástka je vhodná pro tříosé frézování.
Kapitola 1: Víko ucpávky
Obrobení víka ucpávky
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam
Po načtení víka ucpávky do SURFCAMU musíme ustavit obrobek do roviny, ve které jej budeme moci obrábět. Dále je nutné určit polotovar ze kterého bude obrobek vyroben a následně jej můžeme obrábět.
V jedotlvých bodech popíšu sled operací, které povedou k obrobení jednoduché součásti co nejjednodušším způsobem. Každá součást lze obrobit různými způsoby, v závislosti na opotřebení nástrojů, šetření materiálu, časové úspoře, ... .
1) Změna barev (pozadí,. ...) - vysvětleno v úvodní kapitole X
2) Změna nitkového kříže na šipku - vysvětleno v úvodní kapitole X
3) doporučení změny z DRÁTOVÉHO MODELU na STÍNOVAT S DRÁTOVOU GEOMETRIÍ
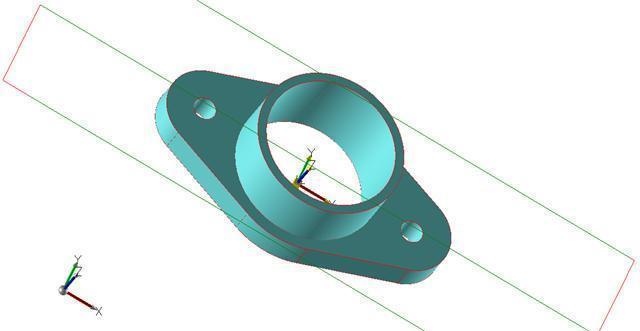
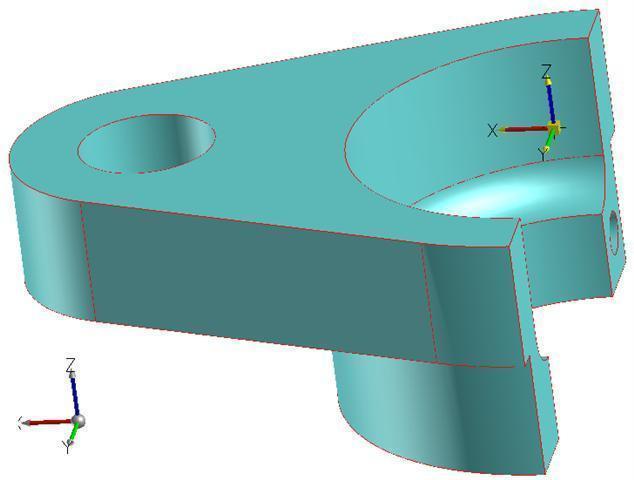
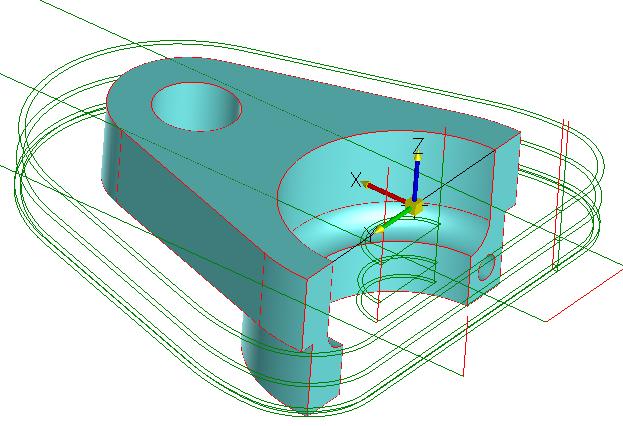
4) Ustavení obrobku
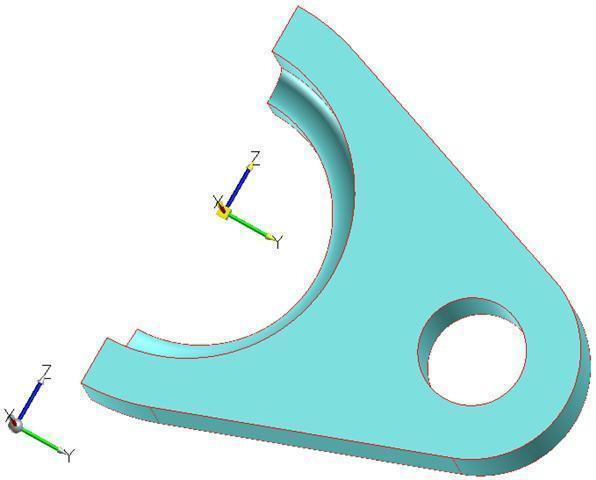
Obrázek: Původní nastavení
Popis změny: Otočení roviny (kliky na):
Konstrukční rovina:1 - v tabulce pohled: 5 (OK) - upravit - transformovat - posunout - do pohledu - obrazovka - klávesnice - v tabulce (OK) - Konstrukční rovina: 5 - v tabulce pohled:1 (OK) - klávesnice (OK)
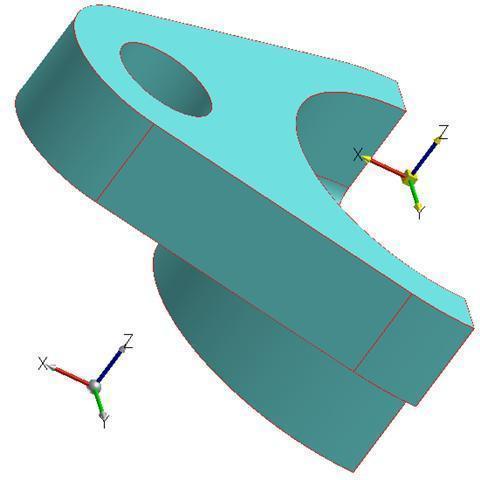
Obrázek: Otočená rovina
Popis změny: Posunutí roviny (kliknutí na):
Najít vhodný bod součásti:
Tvorba - bod - střed - kliknutí na vnější horní půlkružnici (vznikne bod uprostřed)
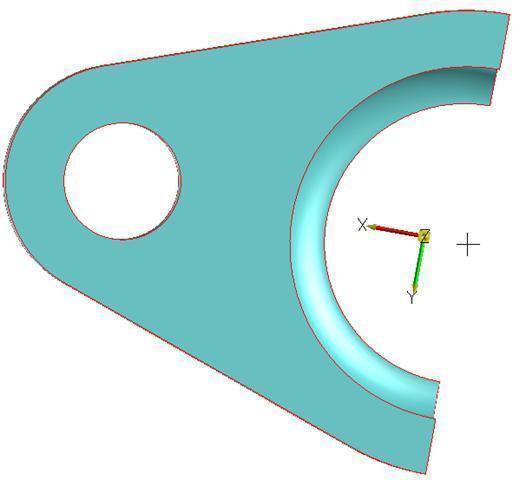
Obrázek: Bod
Posunutí osového kříže do noného bodu:
Upravit - transformovat - posunout - pozice - obrazovka (nebo okno) - klik na bod ve středu kružnice - klávesnice - v tabulce (OK)
Obrázek: Posunutí počátku
5) Volba polotovaru
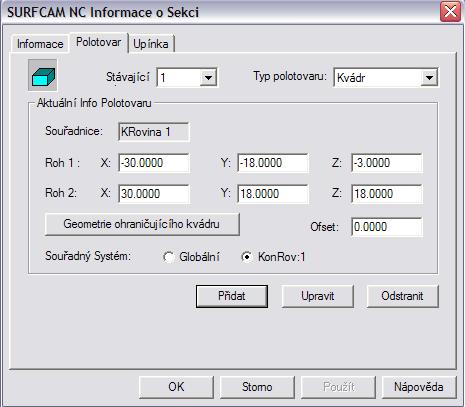
Součást je nerotační, proto použijeme jako polotovar kvádr. Na každou stranu přidáme 3mm.
Popis: Určení polotovaru
Manažer operací - NC Projekt (pravým tlačítkem myši) - Upravit Informace Sekce - Polotovar - nechat kvádr - Geometrie ohraničujícího kvádru - k hodnotám v tabulce přičteme přídavky - Přidat (změní se stávající nic na 1) - OK - Hotovo
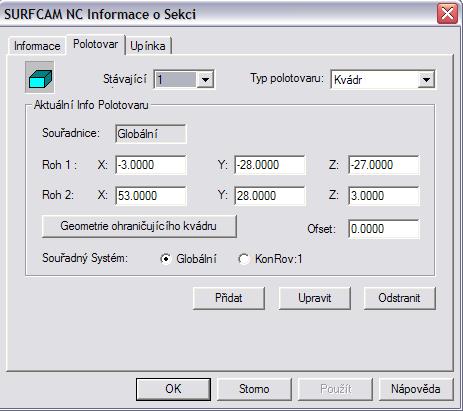
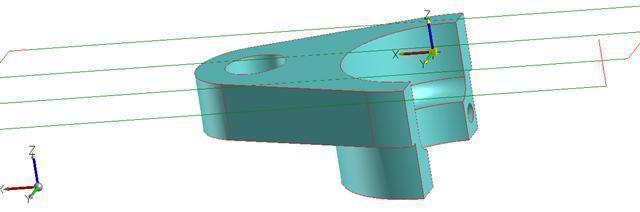
Obrázek: Vyplněná tabulka
Polotovar se nám nezobrazí u výrobku.
6) Obrábění - frézováním
Obrobení povrchu - zarovnání
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní kružnici - objeví se tabulka, kde se dá zvolit: materiál, nástroj, řezné podmínky, ... . Z důvodu jednoduchosti bude použito předvolené nastavení (taulka bude vysvětlena v kapitole Y). - OK (objeví se dráhy obrábění)
(aby nevznikla chyba při obrábění z důvodu nevhodných najíždění nástroje do materiálu, je nutné v tabulce změnit v Kontole obrábění Přídavek Po Straně změnit na 20).
Obrázek: Dráhy obrábění
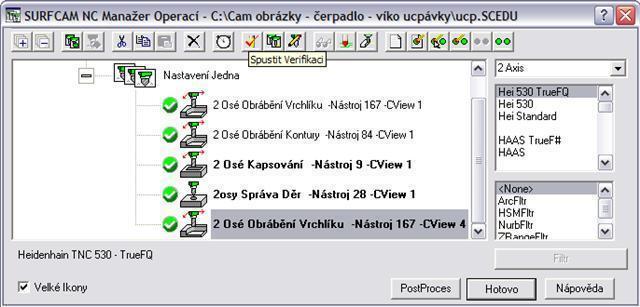
Manažer operací - spustit verifikaci
Obrázek: Manažer operací
Spustit
Obrázek: Verifikace
Obrobení součásti po obvodě:
Aby nedošlo k nevhodnému výběru kontury, je nutno doplnit obrys o úsečku pro vybrání:
Tvorba - úsečka - Konc. body - klik na body na konci vybrání
Obrázek: Dokreslená úsečka
NC - 2 Osé - Kontura - 2x kliknutí na novou úsečku, pak kliknout na obrysy součásti - hotovo - tabulku potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
Manažer operací - spustit verifikaci
Obrázek: Verifikace
Spustit
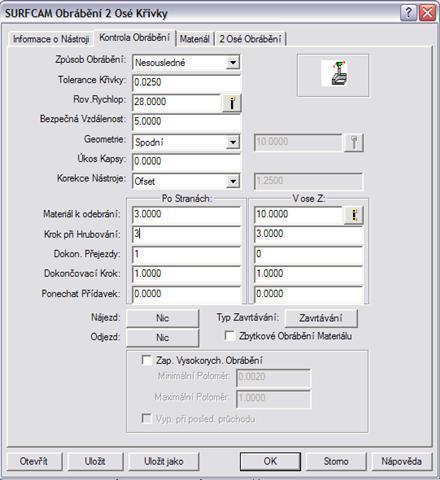
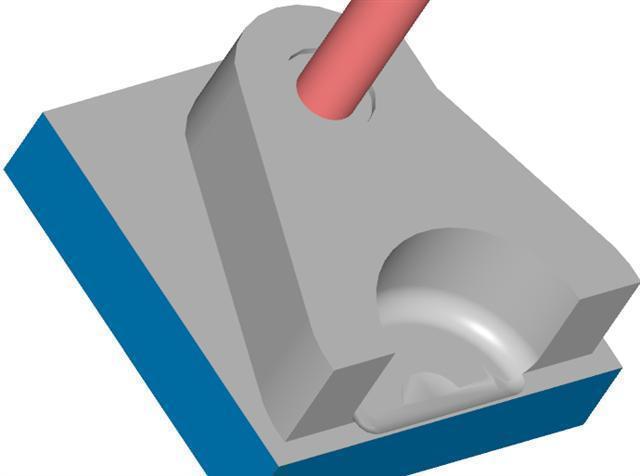
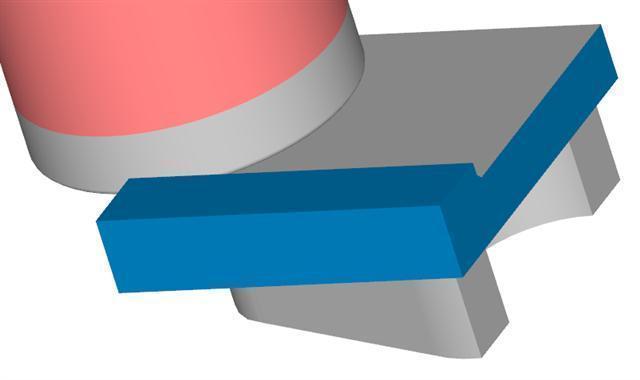
Obrobení vybrání:
Z důvodu, že v dolní části je zaoblení, můžeme frézovat průchozí díru a v druhé části zaoblení. Druhá možnost je, že budeme odebírat materiál přímo kulovou frézou, ale v tom případě je nutné zmenšit krok.
NC - 2 Osé - 2x kliknutí na drážku - v tabulce změnit nástroj, boční krok, geometrii a hloubku - OK
Obrázek: Dráhy nástrojů
Spustit
Obrobení díry
Obrázek: Verifikace
Otočení obrobku (nástroj přijíždí proti šipce Z)
Obrobení povrchu - zarovnání
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní kružnici - objeví se tabulka, kde se dá zvolit: nástroj, řezné podmínky, ... .
(aby nevznikla chyba při obrábění z důvodu nevhodných najíždění nástroje do materiálu, je nutné v tabulce změnit v Kontole obrábění Přídavek Po Straně změnit na 20).
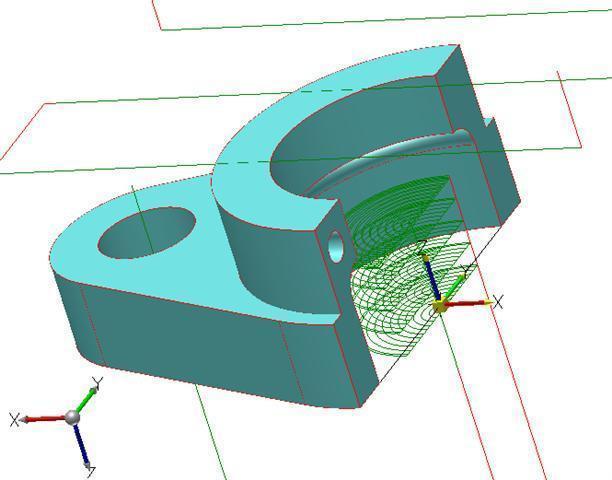
Obrázek: Otočená rovina + dráhy nástrojů
Obrázek: Manažer operací
Spustit
Obrázek: Verifikace
Obrobení součásti po obvodě:
Aby nedošlo k nevhodnému výběru kontury, je nutno doplnit obrys o úsečku pro vybrání:
Tvorba - úsečka - Konc. body - klik na body na vnějším poloměru
NC - 2 Osé - Kontura - 2x kliknutí na novou úsečku, pak kliknout na obrysy součásti - hotovo - tabulku potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
Manažer operací - spustit verifikaci
Obrázek: Dokreslená úsečka + dráhy nástrojů
Spustit
Obrobení díry
Protože díra (závit je z boku), musíme znovu otočit směr, ze kterého přijíždí nástroj
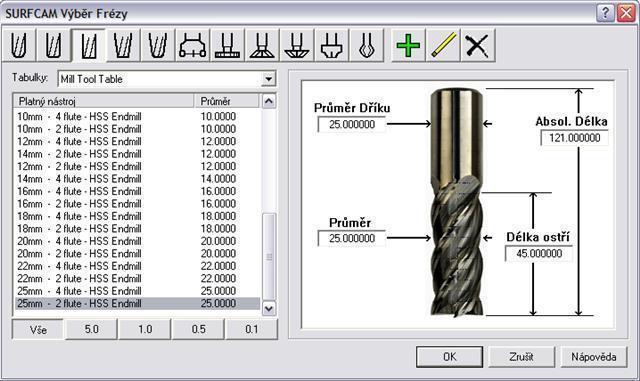
NC - 2 Osé - Vrtat - označit díru - Hotovo - upravit nástroj a hloubku - OK
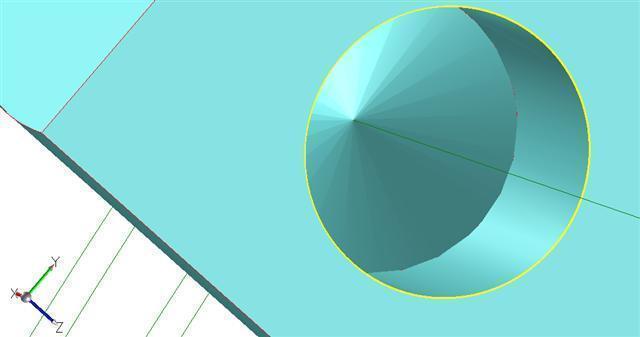
Obrázek: Označení díry
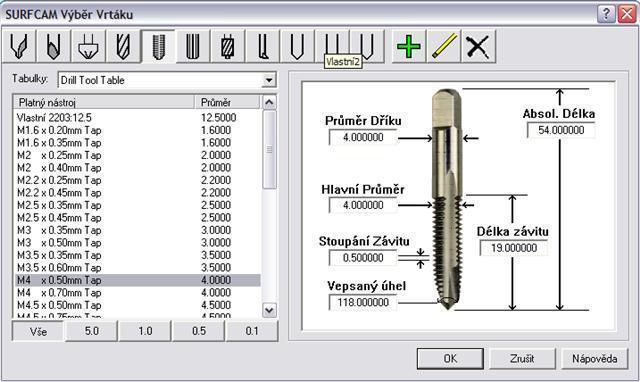
Obrázek: Volba nástroje
Obrázek: Obrobená součást
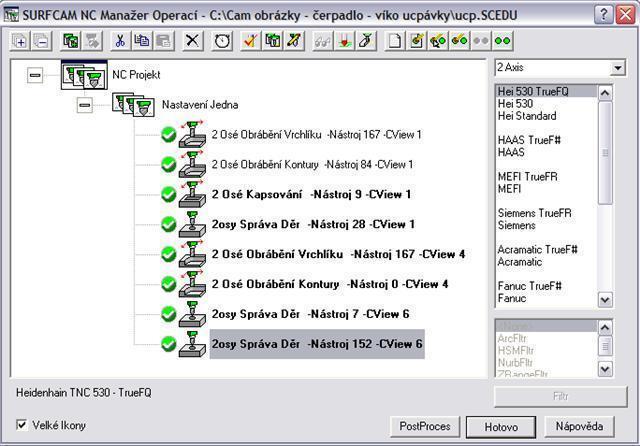
Obrázek: Manažer operací
Kapitola 2: Matice
Obrobení matice
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam
Po načtení víka ucpávky do SURFCAMU musíme ustavit obrobek do roviny, ve které jej budeme moci obrábět. Dále je nutné určit polotovar ze kterého bude obrobek vyroben a následně jej můžeme obrábět.
V jedotlvých bodech popíšu sled operací, které povedou k obrobení jednoduché součásti co nejjednodušším způsobem. Každá součást lze obrobit různými způsoby, v závislosti na opotřebení nástrojů, šetření materiálu, časové úspoře, ... .
1) Změna barev (pozadí,. ...) - vysvětleno v úvodní kapitole X
2) Změna nitkového kříže na šipku - vysvětleno v úvodní kapitole X
3) doporučení změny z DRÁTOVÉHO MODELU na STÍNOVAT S DRÁTOVOU GEOMETRIÍ
4) Ustavení obrobku
Obrázek: Původní nastavení
Popis změny: Otočení roviny ( kliky na ):
Konstrukční rovina:1 - v tabulce pohled: 5 (OK) - upravit - transformovat - posunout - do pohledu - obrazovka - klávesnice - v tabulce (OK) - Konstrukční rovina: 5 - v tabulce pohled:1 (OK) - klávesnice (OK)
Obrázek: Otočená rovina
Popis změny: Posunutí roviny (kliknutí na):
Najít vhodný bod součásti - střed na základně:
Tvorba - bod - střed - kliknutí na vnější horní sraženou kružnici (vznikne bod uprostřed)
Obrázek: Bod
Posunutí osového kříže do nového bodu:
Upravit - transformovat - posunout - pozice - obrazovka (nebo okno) - klik na bod ve středu kružnice - klávesnice - v tabulce (OK)
Obrázek: Posunutí počátku
5) Volba polotovaru
Součást je rotační, proto použijeme jako polotovar válec. Na průměr přidáme 3mm, na každou stranu také 3mm.
Popis: Určení polotovaru
Manažer operací - NC Projekt (pravým tlačítkem myši) - Upravit Informace Sekce - Polotovar - změnit kvádr na válec - Válec Hraniční Geometrie - k hodnotám v tabulce přičteme přídavky - Přidat (změní se stávající nic na 1) - OK - Hotovo
Obrázek: Vyplněná tabulka
Polotovar se nám nezobrazí u výrobku.
5) Obrábění - frézováním
Obrobení povrchu
Matici obrobíme nejdříve ze strany tvarové - vnější (zakulacené), potom matici otočíme a obrobíme vnitřní tvary.
Otočení obrobku (nástroj přijíždí proti šipce Z)
Obrázek: Otočená rovina
Obrázek: Označení + výběr nástroje
Obrázek: Verifikace
Obrábíme zakulacenou plochu, proto jako nástroj volíme kulovou frézu. Čím zvolíme menší velikost kroku, tím bude plocha hladší, na druhé straně bude více drah a proto delší čas obrábění.
Obrázek: Označení + výběr nástroje
Obrázek: Verifikace
NC - 2 Osé - Kontura - dvojklik na spodní kružnici - hotovo - výběr nástroje, podmínek - OK - klik vně obrobku
Obrázek: Označení + výběr nástroje
Obrázek: Obrobena horní část
Otočení obrobku (nástroj přijíždí proti šipce Z)
Obrobení povrchu - zarovnání
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní kružnici - objeví se tabulka změna nástroje a podmínek - OK
Obrázek: Označení + výběr nástroje
Obrázek: Verifikace
Vyrobení středové díry pro záivit
Díru pro závit se musíme předvrtat menším nástrojem
Obrázek: Označení + výběr nástroje
Obrázek: Obrobení díry
Sražení hrany
Výroba závitu
Obrázek: Obrobená součást
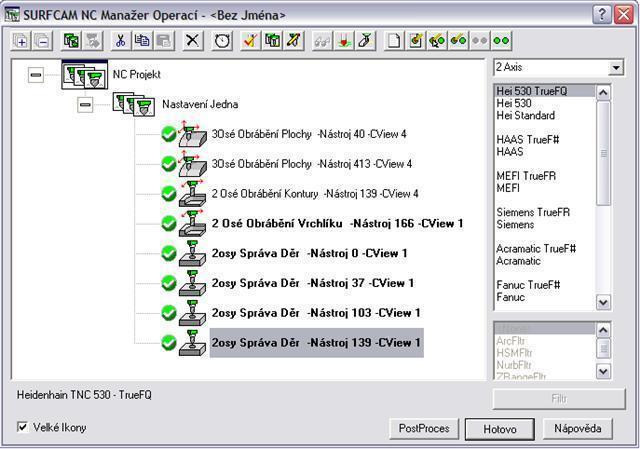
Obrázek: Manažer operací
Kapitola 3: Víko ložiska
Obrobení víčka
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam
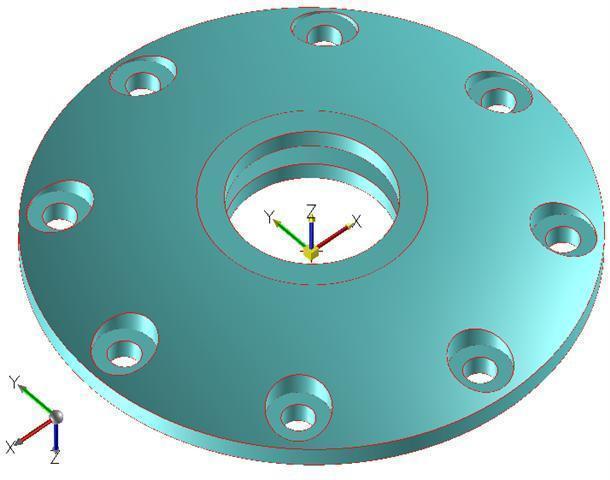
Po načtení víčka do SURFCAMU musíme ustavit obrobek do roviny, ve které jej budeme moci obrábět, dále je nutné určit polotovar ze kterého bude obrobek vyroben a následně jej můžeme obrábět.
V jedotlvých bodech popíšu sled operací, které povedou k obrobení jednoduché součásti co nejjednodušším způsobem. Každá součást lze obrobit různými způsoby, v závislosti na opotřebení nástrojů, šetření materiálu, časové úspoře, ... .
1) Změna barev (pozadí,. ...) - vysvětleno v úvodní kapitole X
2) Změna nitkového kříže na šipku - vysvětleno v úvodní kapitole X
3) doporučení změny z DRÁTOVÉHO MODELU na STÍNOVAT S DRÁTOVOU GEOMETRIÍ
4) Ustavení obrobku
Obrázek: Původní nastavení
Popis změny: Otočení roviny (kliky na):
Konstrukční rovina:1 - v tabulce pohled: 5 (OK) - Upravit - transformovat - posunout - do pohledu - obrazovka - klávesnice - v tabulce (OK) - Konstrukční rovina: 5 - v tabulce pohled:1 (OK) - klávesnice (OK)
Obrázek: Otočená rovina
Popis změny: Posunutí roviny (kliknutí na):
Najít střed součásti:
Tvorba - bod - střed - kliknutí na vnější horní kružnici (vznikne bod uprostřed)
Obrázek: Bod
Umístění osového kříže na střed
Upravit - Transformovat - posunout - pozice - obrazovka (nebo okno) - klik na bod ve středu kružnice - klávesnice - v tabulce (OK)
Obrázek: Posunutí počátku
5) Volba polotovaru
Součást je rotační, proto použijeme jako polotovar válec. Na průměr přidáme 5 mm, na výšku přidáme na každou stranu 3 mm.
Popis: Určení polotovaru
Manažer operací - NC Projekt (pravým tlačítkem myši) - Upravit Informace Sekce - Polotovar - změnit kvádr na válec - osa rotace Z - Válec Hraniční Geometrie - k hodnotám v tabulce přičteme přídavky - Přidat (změní se stávající nic na 1) - OK - Hotovo
Obrázek: Vyplněná tabulka
Polotovar se nám nezobrazí u výrobku.
6) Obrábění - frézováním
Součást obrobíme tříosým frézováním. Abychom předešli zajíždění nástrojů do děr, překryjeme je poklopem.
Hladina:1 - Nová - pojmenovat OK
Obrázek: Poklopy
Obrobení součásti:
NC - 3 Osé - Z-Hrub - Obrazovka - Vnější kvádr OK - Výpočet Hranic Polotovaru OK - v tabulce: změna nástroje potvrdíme OK
Obrázek: Výběr nástroje
Obrázek: Dráhy nástroje + Kontrola obrábění
NC - 3 Osé - StrméMělké - Výběr a označení vnitřních ploch - v tabulce: změna nástroje a podmínek potvrdíme OK
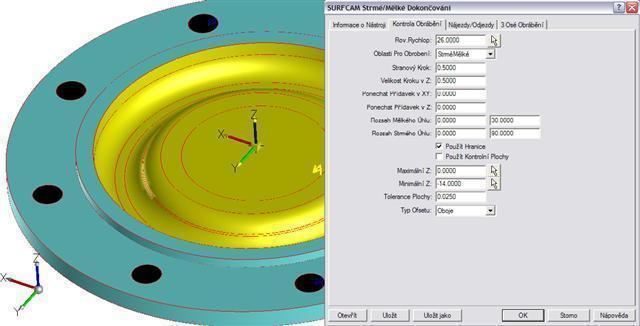
Obrázek: Označená plocha + Kontrola obrábění
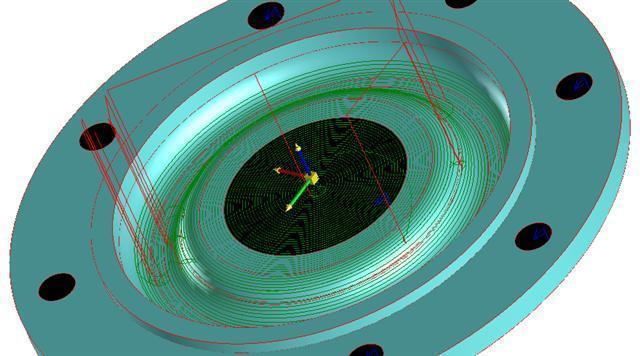
Obrázek: Dráhy StrméMělké obrábění
NC - 2Osé - Kontura - klik na dolní menší vnější kružnici - Hotovo - v tabulce: změna nástroje a podmínek potvrdíme OK
Manažer operací - spustit verifikaci
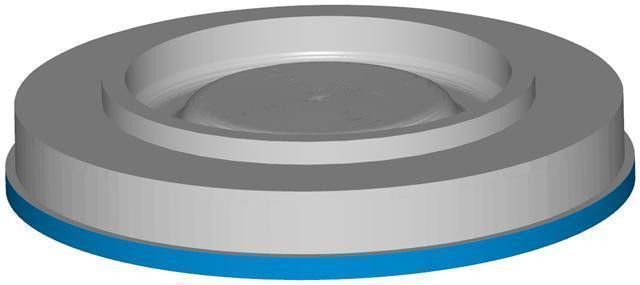
Obrázek: Obrobení jedné strany
Pro obrobení víčka z druhé strany je třeba zvolit novou konstrukční rovinu
7) Popis změny: Otočení roviny (kliky na):
Souřad. Globální změnit na Souřad:Pohled
Obrázek: Otočená rovina
Abychom předešli zajíždění nástrojů do děr, překryjeme je poklopem.
Hladina:1 - Nová - pojmenovat OK
Obrázek: Poklopy
NC - 3 Osé - Z-Hrub - Obrazovka - Vnější kvádr OK - Výpočet Hranic Polotovaru OK - v tabulce: změna nástroje potvrdíme OK
Obrázek: Dráhy + informace o polotovaru
Obrázek: Hrubování druhé strany
NC - 3 Osé - StrméMělké - Výběr a označení ploch - v tabulce: změna nástroje a podmínek potvrdíme OK
Obrázek: Označení ploch + výběr nástroje

Obrázek: Označení chráněných ploch
Obrobení středové díry
Vypnout hladinu s poklopy
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK 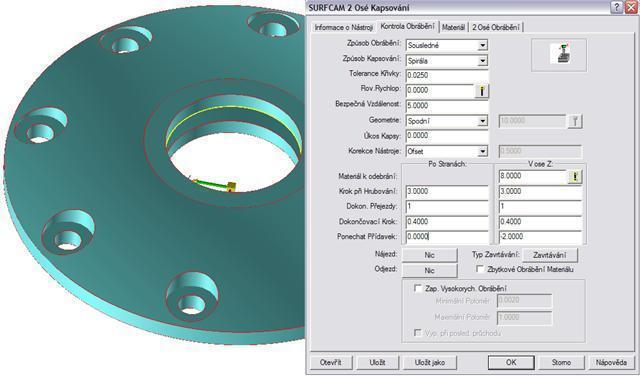
Obrázek: Označení + Kontrola obrábění
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK 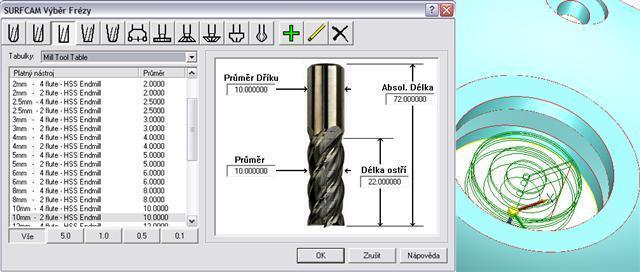
Obrázek: Označení + výběr nástroje
Vrtání děr (8x):
Obrázek: Označení + výběr nástroje
Obrázek: Výběr nástroje
Spustit
Obrázek: Obrobení druhé strany
Obrázek: Manažer operací
Kapitola 4: Středová deska
Obrobení středové desky
Pro vytvoření postupu obrábění je nutné načíst součást ve správném formátu. Modely vytvořené v konstrukčním programu Inventor načítáme jako textový soubor parasolid s příponou .x_t . Takto uložené soubory lze v programu Surfcam otevřít a dále s nimi pracovat. Po načtení součásti nejprve zvolíme vhodnou strategii obrábění. To znamená, že promyslíme způsob obrábění, jednotlivé operace a jejich pořadí. Z této úvahy vyplyne tvar polotovaru. V úvahu také musíme vzít požadavky na funkci součásti. Jakost materiálu určíme při zadávání parametrů první operace. Po vytvoření a ověření postupu obrábění celé součásti vytvoříme NC kód, se kterým obráběcí stroj pracuje. Výuková verze programu Surfcam neumožňuje vytvoření NC kódu, proto tento poslední krok učební text neobsahuje.
Prováděné činnosti lze shrnout do těchto kroků:
• Načtení součásti – modelu
• Promyšlení strategie obrábění
• Určení souřadného systému
• Stanovení polotovaru a jakosti materiálu
• Stanovení jednotlivých operací
• Ověření správnosti postupu – verifikace
• Vytvoření NC kódu
Načtení modelu
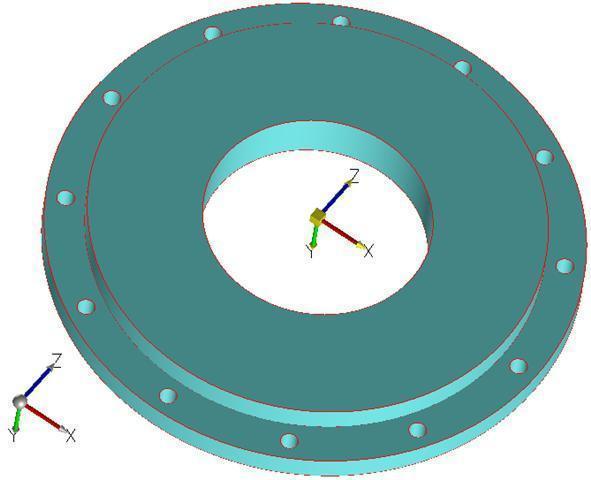
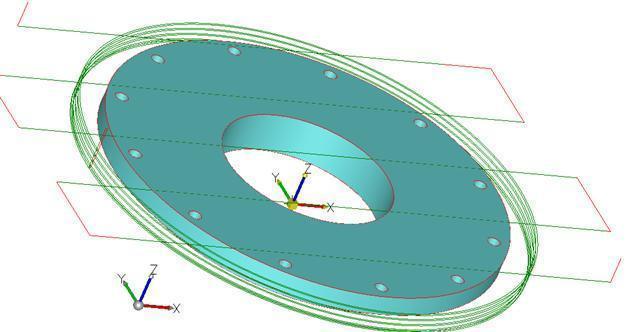
Zvolený model součásti uložený s příponou .x_t otevřeme v programu Surfcam, po načtení je programem přiřazena přípona .scprt, zobrazení je provedeno tzv. drátěným modelem. Pro lepší přehlednost součásti přepneme zobrazení na drátěný model s vystínovanými plochami.
Promyšlení strategie obrábění
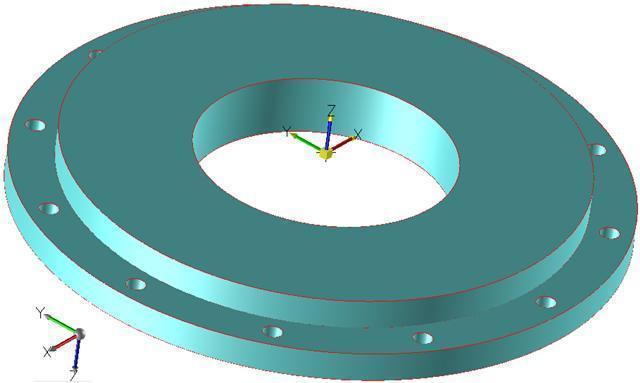
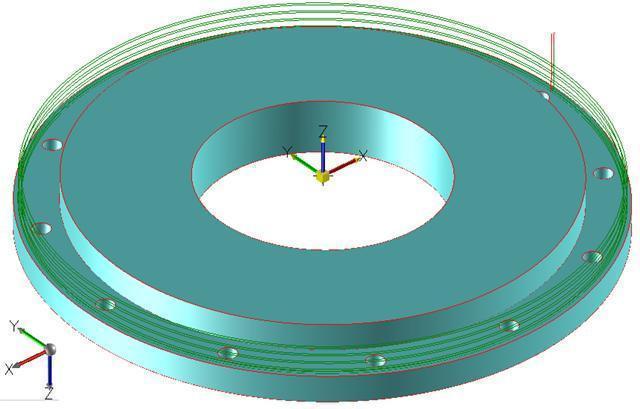
Každou součást lze obrobit více způsoby, správných řešení bývá zpravidla několik. Středová deska má rotační tvar, který je vhodný pro soustružení. Vzhledem k průměru a otvorům na roztečných kružnicích je vhodnější provést obrobení frézováním na NC stroji. Bude tak lépe dodržena soustřednost obrobených průměrů a soustředných kružnic. Při frézování nejprve obrobíme část desky s maximálním průměrem včetně dovnitř osazeného čela. Potom součást otočíme a provedeme obrobení druhého osazeného čela včetně všech otvorů.
Určení souřadného systému
Pro obrábění posuneme počátek lokálního souřadného systému do průsečíku osy rotace a čela desky. Konstrukci pomocných bodů, čar a úseček, potřebných pro posun lokálního souřadného systému, měření rozměrů apod., provedeme v nové hladině, kterou označíme č.10. Při stanovování jednotlivých operací můžeme tuto hladinu zneviditelnit a zlepšit přehlednost ploch. Po vytvoření pomocných čar nastavíme jako aktivní opět hladinu č. 1.
Popis vytvoření hladiny: Na hlavní liště klikneme na Hladina, otevře se karta hladin, zvolíme Nová, napíšeme název a číslo hladiny.
Pro posunutí lokálního souřadného systému musíme zvolit pomocný bod v ose rotace a tento bod posunout do lokálního počátku. Nejprve však musíme na hlavní liště přepnout globální souřadnice na pohledové. Postup posunutí: Tvorba – Bod – Střed (na pomocné liště) - kliknout na kružnici na čele desky (vytvoří se středový bod). Upravit – Transformovat – Posunout – Pozice – Obrazovka – Koncový bod – kliknout na vytvořený bod – klávesnice (potvrdit nulové souřadnice) – OK.
Pro obrábění je potřeba zvolit natočení souřadných os tak, aby obráběná plocha byla rovnoběžná s osami X a Y a pohyb nástroje směřoval proti směru osy Z. Tomu odpovídá konstrukční rovina 6.
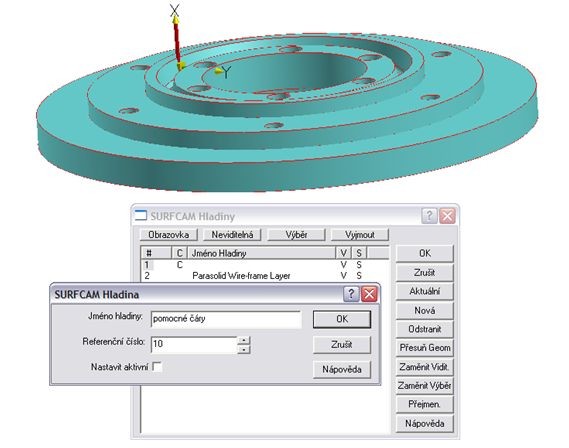
Obrázek: Vytvoření hladiny
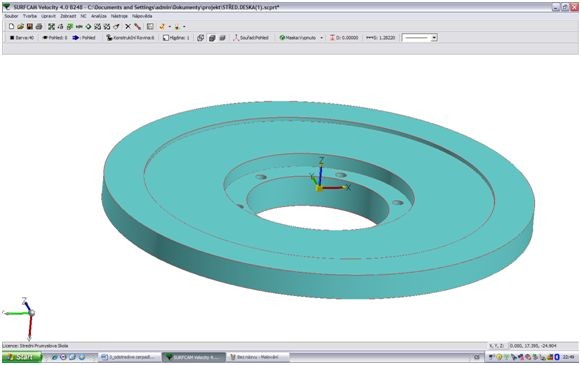
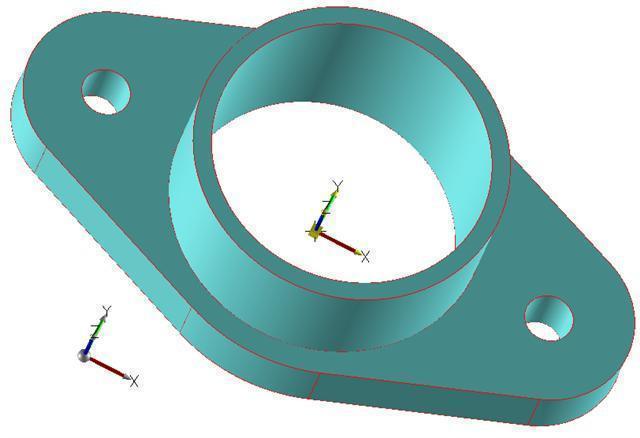
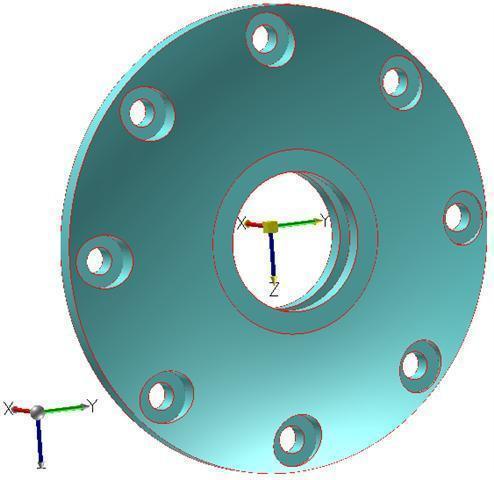
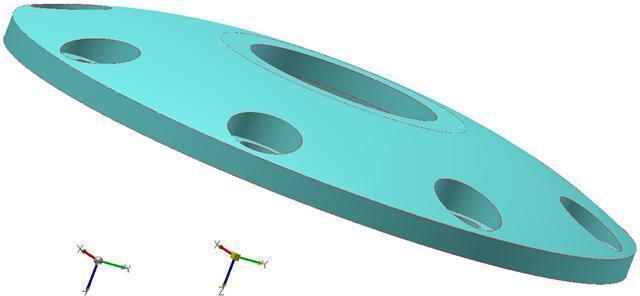
Obrázek: Načtený model
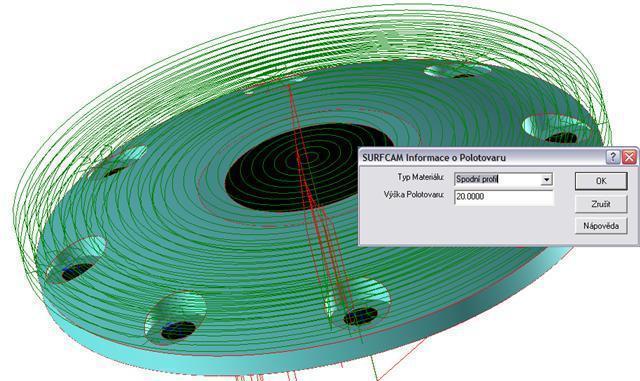
Stanovení polotovaru
Maximální obrobený průměr středové desky je 215 mm, tloušťka 27 mm. Jako polotovar zvolíme válcovanou ocel 11 600 průměru 220 mm v délce 32 mm. Přídavek na každou stranu je 2,5 mm.
Postup definování polotovaru: Ikona Manažer operací- NC projekt (kliknout pravým tlačítkem) – Upravit informace sekce – Polotovar – Typ Válec – Rotační osa Z – Válec hraniční geometrie. Upravíme souřadnice na velikost polotovaru (-29; 2; ø220) – Přidat – OK.
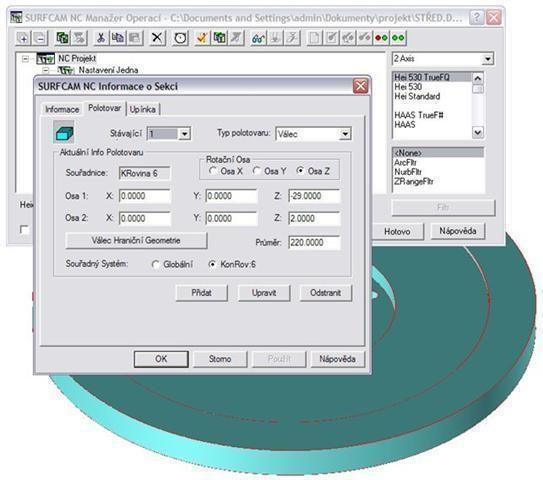
Obrázek: Stanovení polotovaru
Stanovení jednotlivých operací
Nejprve provedeme zarovnání čelní plochy a průměru 215 mm a následně osazení na čele na ø 175 mm a ø 95 mm.
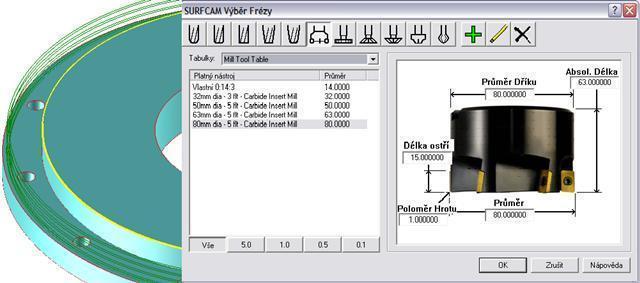
Zarovnání čelní plochy: NC – 2 osé – Zarovnat – 2 klik na vnější průměr – na kartě obrábění vybereme vhodný nástroj (frézovací hlava ø 63 mm) a stanovíme materiál (ST60 1.0060) – přepnout na kartu Kontrola obrábění a zadáme Přídavek po straně 3 mm – OK.

Obrázek: Parametry frézování čela
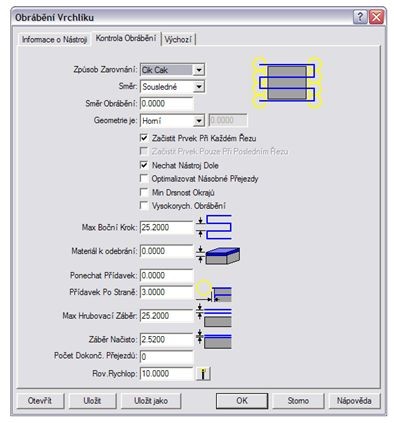
Obrázek: Parametry frézování
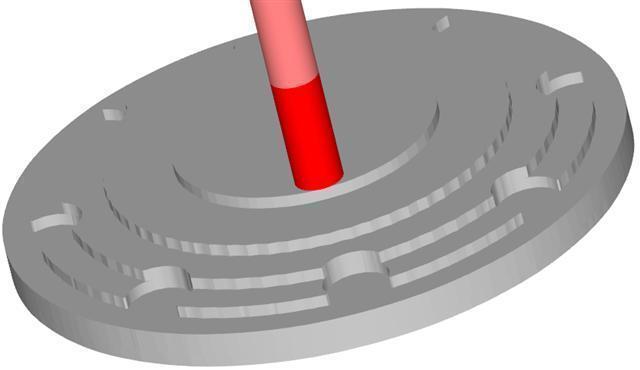
Obrobení průměru 215 mm provedeme do hloubky 14 mm, tedy o 1 mm více, než je tloušťka části desky průměru 215 mm. Za tento průměr bude středová deska upnuta v délce 10-12 mm při obrábění opačné strany a při vrtání děr, tedy až po dokončení všech obráběcích operací prováděných na první upnutí.
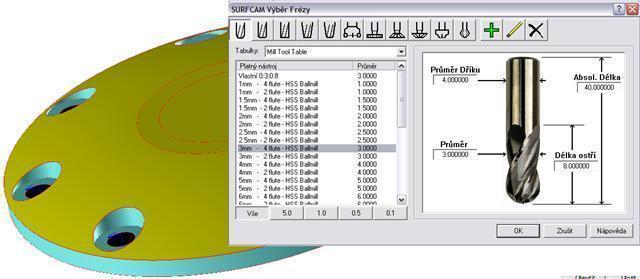
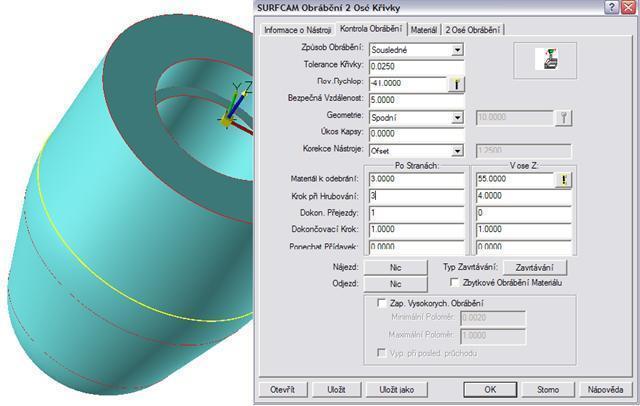
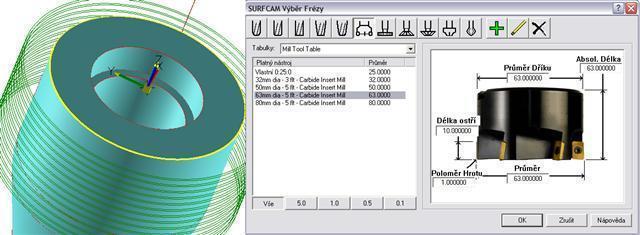
Postup obrobení ø 215 mm: NC – 2 osé – Kontura – 2 klik na ø 215 – Hotovo – na Kartě obrábění vybereme nástroj Válcová fréza ø12 mm – OK – přepneme na Kartu obrábění a nastavíme parametry Materiál k odebrání po stranách 3 mm, výška v ose Z 14 mm – OK – kliknout vně průměru ze strany nájezdu nástroje. Tím je zadávání operace ukončeno a na modelu se vygeneruje dráha nástroje.
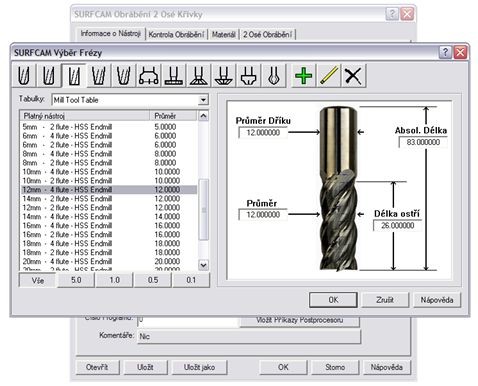
Obrázek: Volba nástroje

Obrázek: Parametry frézování
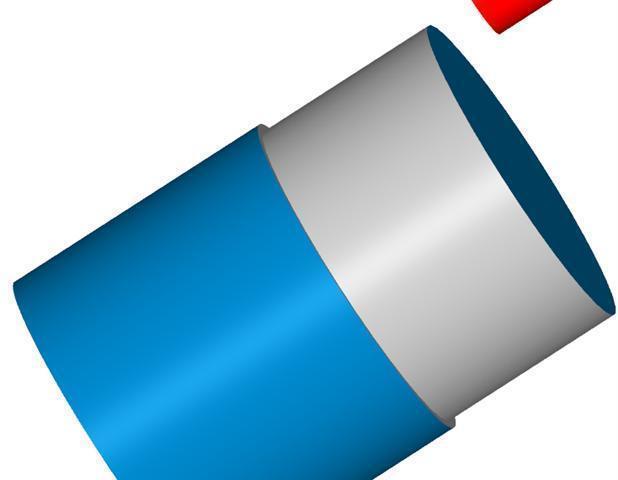
Správnost provedení obrobení můžeme zkontrolovat verifikací kliknutím na ikonu Verifikace dráhy nástroje.
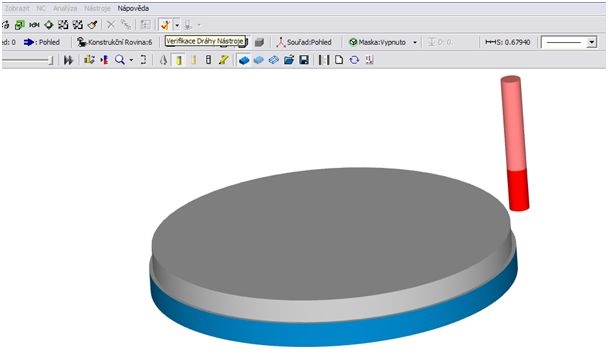
Obrázek: Verifikace operace
Postup při obrábění ø 175 mm ø 95 mm je stejný, jen
NC – 2 osé – Kapsa – 2 klik na kružnici na požadované hloubce kapsy – v otevřeném okně zkontrolovat parametry (nástroj, hloubka v ose Z) – OK.

Obrázek: Parametry kapsování
Obrázek: Verifikace operace
Další obrábění budeme provádět na opačné straně desky. Zvolíme pracovní rovinu takovou, aby nástroj najížděl proti směru osy Z, obrobíme čelo a osazené průměry stejným postupem jako dosud.
Změna konstrukční roviny:Konstrukční rovina – v otevřeném okně vyznačit rovinu 6 – OK.
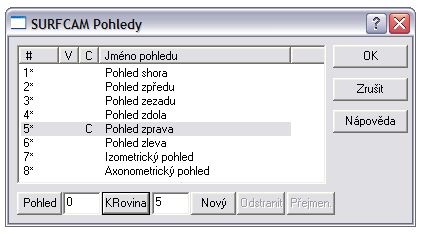
Obrázek: Volba konstrukční roviny
Zarovnání čelní plochy: NC – 2 osé – Zarovnat – 2 klik na vnější průměr 215 – na kartě obrábění vybereme vhodný nástroj (frézovací hlava ø 63 mm) – přepnout na kartu Kontrola obrábění a zadáme Ponechat přídavek 14 mm, Přídavek po straně 3 mm – OK.
Postup obrobení ø 120 mm: NC – 2 osé – Kontura – 2 klik na ø 120 – Hotovo – na Kartě obrábění vybereme nástroj Válcová fréza ø12 mm – OK – přepneme na Kartu obrábění a nastavíme parametry Materiál k odebrání po stranách 50 mm, výška v ose Z 0 mm – OK – kliknout vně průměru ze strany nájezdu nástroje. Tím je zadávání operace ukončeno a na modelu se vygeneruje dráha nástroje.
Postup obrobení ø 170 mm: NC – 2 osé – Kontura – 2 klik na ø 170 – Hotovo – na Kartě obrábění vybereme nástroj Válcová fréza ø12 mm – OK – přepneme na Kartu obrábění a nastavíme parametry Materiál k odebrání po stranách 25 mm, výška v ose Z 0 mm – OK – kliknout vně průměru ze strany nájezdu nástroje. Tím je zadávání operace ukončeno a na modelu se vygeneruje dráha nástroje.
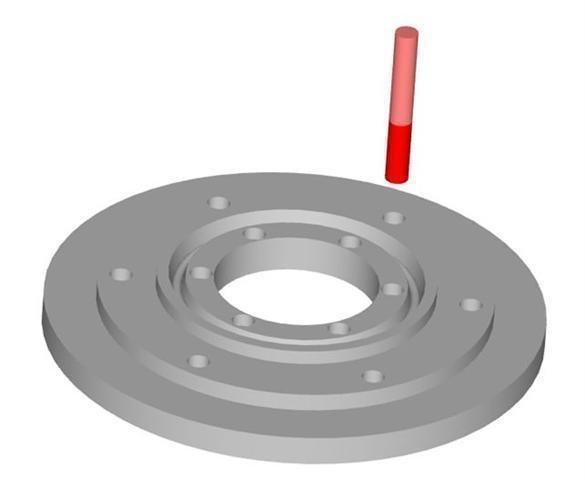
V další postupu provedeme středový otvor ø 71 mm, kapsu ø 110 mm do hloubky 2 mm, čelní zápich, díry ø 5,5 mm se zahloubením a závitové otvory.
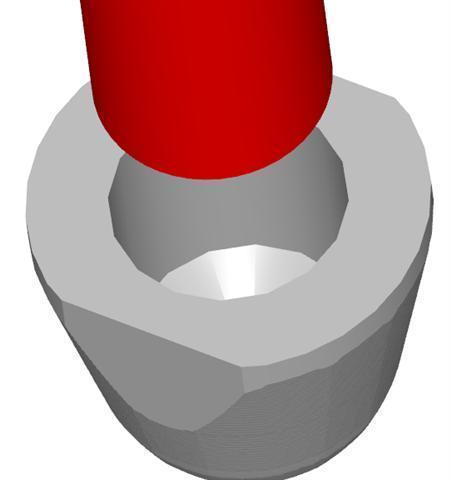
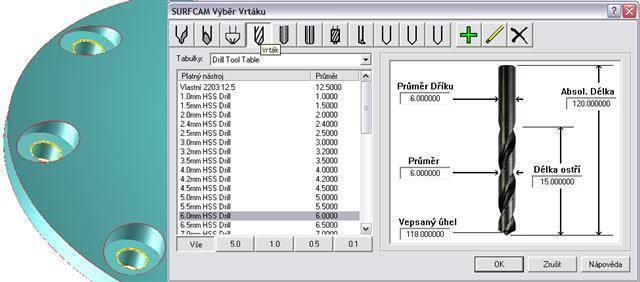
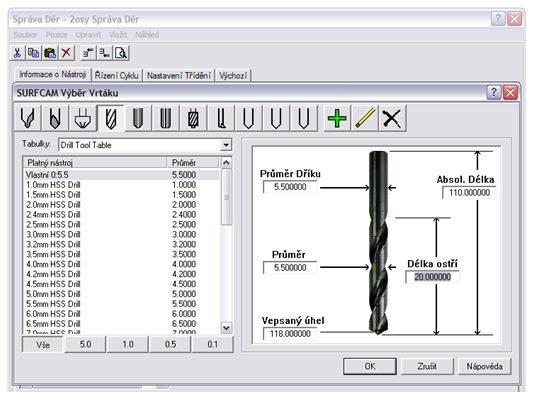
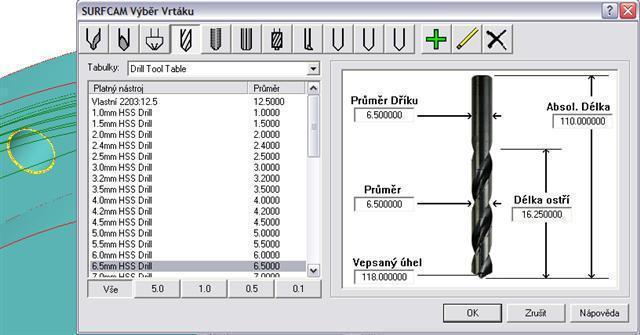
Vrtání středové díry: NC – 2 osé – vrtat - kliknout na kružnici ø 71 mm – Hotovo – na kartě Správa děr vybrat nástroj pro navrtání vybrat navrtávák ø 5 mm – OK – Přidat nástroj za (vrták ø 9 mm pro předvrtání do hloubky 16 mm) – Přidat nástroj za (vrták ø 18 mm do hloubky 16 mm, hloubka na patu, prodloužit o 1 mm).
Obrázek: Volba navrtáváku
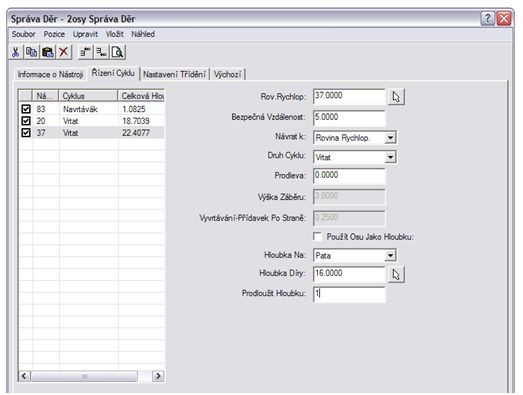
Obrázek: Tabulka vrtání
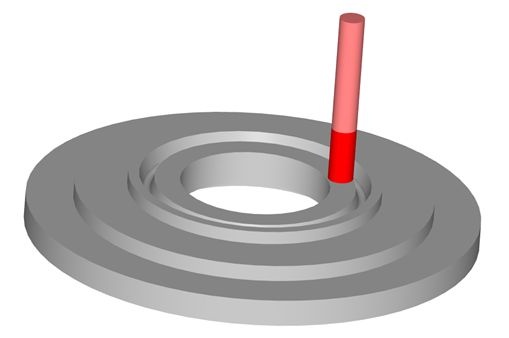
Zvětšení středového otvoru na ø 71 mm: NC – 2 osé – kapsa – označit spodní kružnici ø 71 mm dvojklikem – Hotovo – na kartě Kapsování vybrat nástroj (čelní válcová fréza ø 12 mm, výška v ose Z zadat hodnotu 0) – OK.
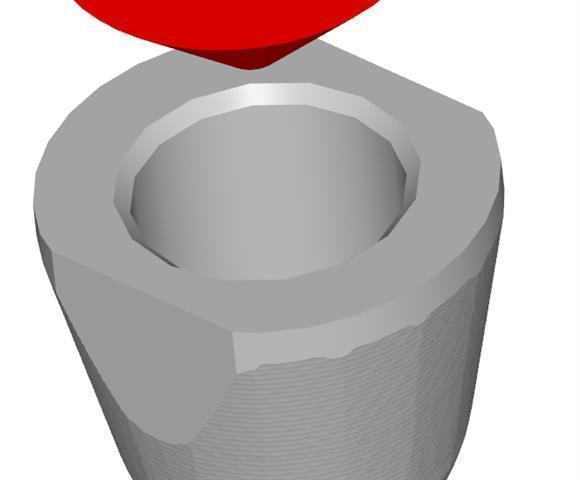
Verifikací ověříme správnost dosavadního postupu.
Obrázek: Verifikace operace
Vytvoření čelního zápichu provedeme nejprve kuželovou frézou a rádiusovou frézou dokončíme dno zápichu.
NC – 2 osé – Kontura – označíme dvojklikem obě kružnice ve spodní části kuželové plochy – Hotovo – Vybrat nástroj (kuželová fréza ø4 mm, úkos 15°) – Výška v ose Z nastavit hodnotu 0 – Vybrat stranu kontury (kliknout do zápichu)
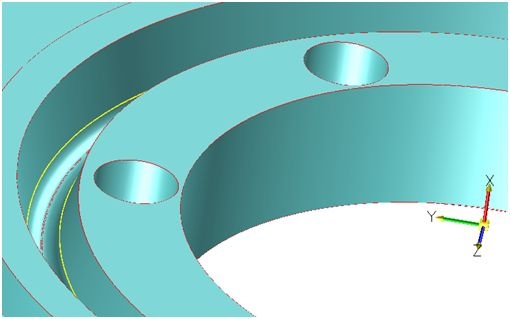
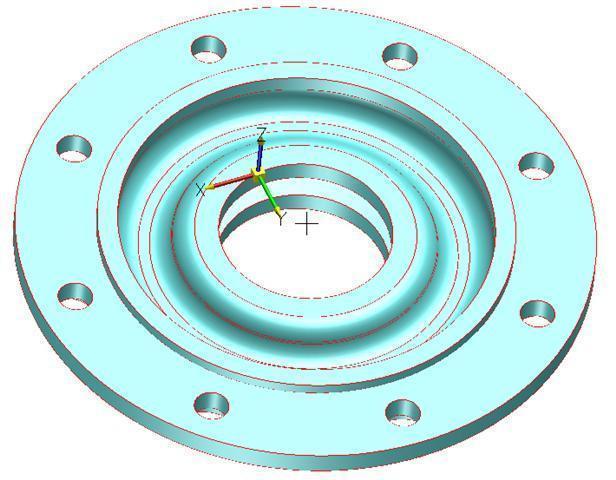
Obrázek: Detail čelní drážky
Obrázek: Volba nástroje
NC - 2 osé – Kapsa – dvojklikem označíme obě kružnice tvořící rádiusovou kapsu – Hotovo – Vybrat nástroj (kulová fréza ø4 mm, R 2) – Výška v ose Z nastavit 2 mm – kliknout dovnitř dutiny
Obrobení čelní plochy průměru 95 mm provedeme s malým přesahem, aby na hraně nezůstával břit. K tomuto účelu vytvoříme pomocnou kružnici průměru 98 mm a provedeme obrobení kapsy k tomuto průměru.
NC – 2 osé – Kapsa – označit dvojklikem pomocný ø 98 mm – Hotovo – na kartě zadat nástroj (čelní válcová fréza ø 12 mm, výška v ose Z zadat hodnotu 0) – OK.
Verifikací ověříme správnost dosavadního postupu.
Obrázek: Verifikace operace
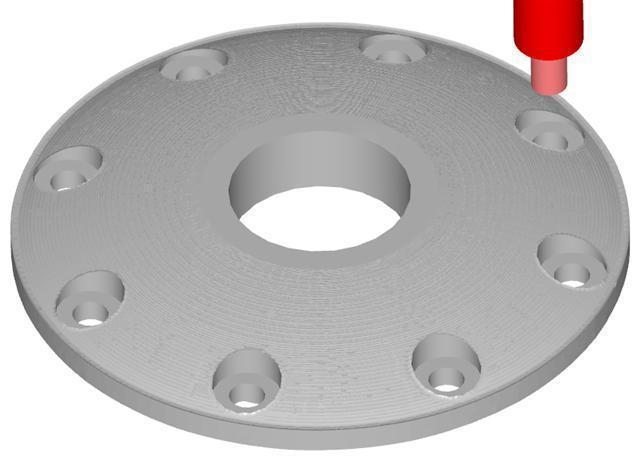
Vytvoření 6 děr pro šrouby se zahloubením:
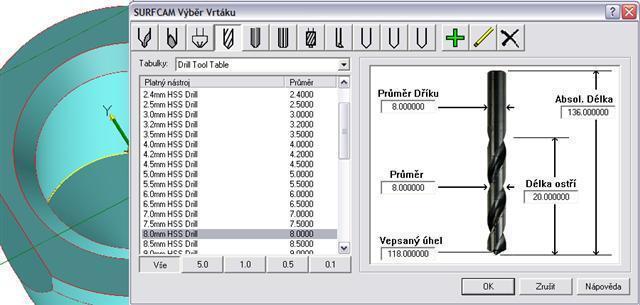
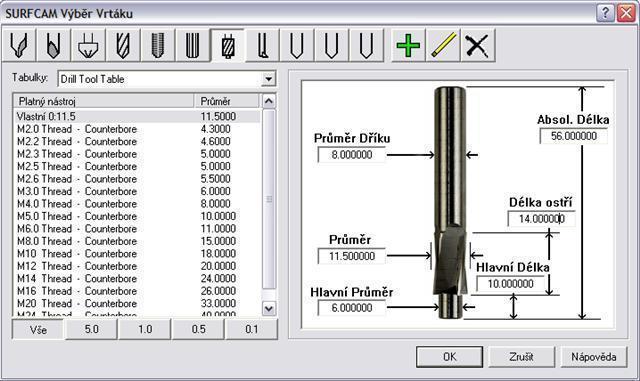
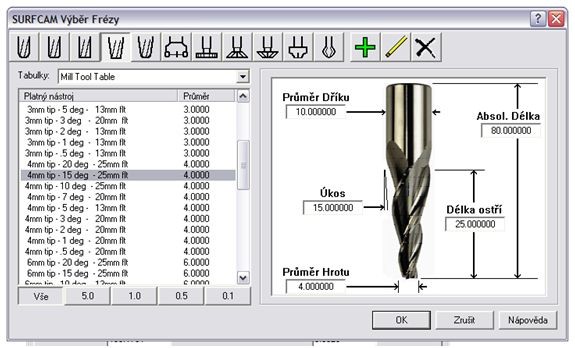
NC – 2 osé – vrtat – označíme 6 děr – Hotovo – Vybrat nástroj (navrtávák) - OK – Přidat nástroj za (vrták ø 5,5 mm vrtat do hloubky 16 mm, prodloužit o 1 mm) – Přidat nástroj za (válcový záhlubník pro šrouby M5, hloubka 5,7 mm). Délka ostří vrtáku ø 5,5 mm je jen 13,75 mm, proto musíme použít vrták s prodlouženým ostřím na 20 mm. Úpravu standardního vrtáku provedeme tak, že délku ostří přepíšeme na 20 mm.
Obrázek: Volba vrtáku
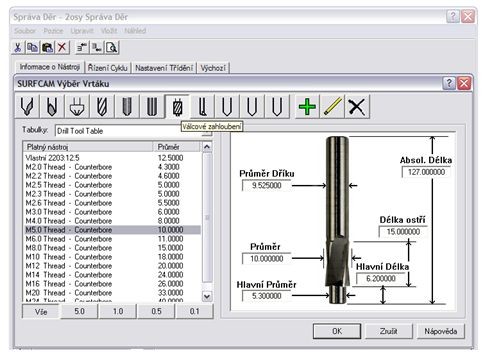
Obrázek: Volba nástroje
Vytvoření 6 závitových děr M 10:
NC – 2 osé – vrtat – označíme 6 děr– Hotovo – Vybrat nástroj (navrtávák) - OK – Přidat nástroj za (vrták ø 8,5 mm vrtat na patu do hloubky 14 mm) – OK – Vybrat nástroj za (závitník M 10x1,5 do hloubky 10 mm) – OK
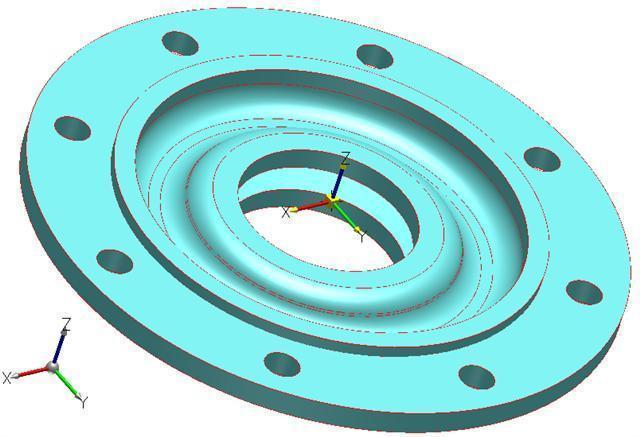
Tím je postup pro obrábění středové desky vytvořen a na závěr zkontrolujeme správnost jeho provedení verifikací.
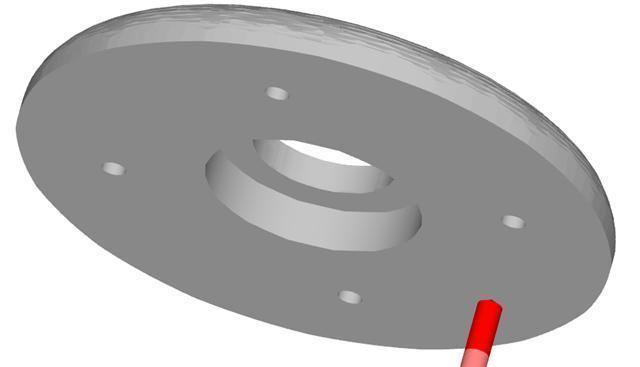
Obrázek: Kontrola obrobení součásti verifikací
Kapitola 5: Cvičení
Kapitola 6: Kontrolní otázky
- Co to je rovina rychloposuvu
- Co je to rozteč
- Co znamená pojem hloubka díry
Kapitola 7: Autotest
- Pro zarovnání velkých ploch je nejvhodnější:
- Fréza se zaoblením se především používá:
- SURFCAM je používán:
- Výrobní postup je:
- Funkcí kapsa obrobíme:
Lekce 4: Vertikální čerpadlo
Součásti budou s cvičných důvodů celé obráběné z plných polotovarů. Ve skutečnosti by většinou byl jako polotovar odlitek.
Kapitola 1: Horní víko
Obrobení víčka
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam
Po načtení víčka do SURFCAMU musíme ustavit obrobek do roviny, ve které jej budeme moci obrábět, dále je nutné určit polotovar ze kterého bude obrobek vyroben a následně jej můžeme obrábět.
V jedotlvých bodech popíšu sled operací, které povedou k obrobení jednoduché součásti co nejjednodušším způsobem. Každá součást lze obrobit různými způsoby, v závislosti na opotřebení nástrojů, šetření materiálu, časové úspoře, ... .
1) Změna barev (pozadí,. ...) - vysvětleno v úvodní kapitole X
2) Změna nitkového kříže na šipku - vysvětleno v úvodní kapitole X
3) doporučení změny z DRÁTOVÉHO MODELU na STÍNOVAT S DRÁTOVOU GEOMETRIÍ
4) Ustavení obrobku
Obrázek: Původní nastavení
Popis změny: Otočení roviny (kliky na):
Konstrukční rovina:1 - v tabulce pohled: 3 (OK) - Upravit - transformovat - posunout - do pohledu - obrazovka - klávesnice - v tabulce (OK) - Konstrukční rovina: 3 - v tabulce pohled:1 (OK) - klávesnice (OK)
Obrázek: Otočená rovina
5) Volba polotovaru
Součást je rotační, proto použijeme jako polotovar válec. Na průměr přidáme 5 mm, na výšku přidáme na každou stranu 3 mm.
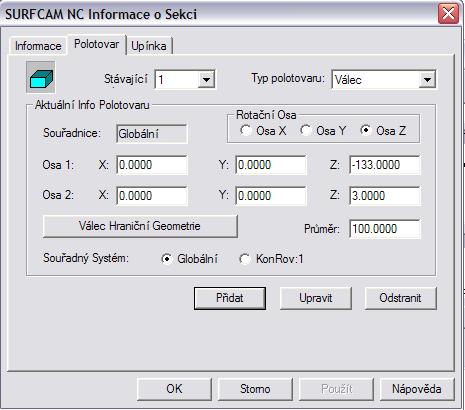
Popis: Určení polotovaru
Manažer operací - NC Projekt (pravým tlačítkem myši) - Upravit Informace Sekce - Polotovar - změnit kvádr na válec - osa rotace Z - Válec Hraniční Geometrie - k hodnotám v tabulce přičteme přídavky - Přidat (změní se stávající nic na 1) - OK - Hotovo
Obrázek: Vyplněná tabulka
Polotovar se nám nezobrazí u výrobku.
6) Obrábění - frézováním
Obrobení součásti po obvodě:
NC - 2 Osé - Kontura - 2x kliknutí na vnější spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
Obrázek: Označení + Kontrola obrábění
Manažer operací - spustit verifikaci
Obrobení povrchu - zarovnání
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní kružnici - objeví se tabulka, kde se dá zvolit: materiál, nástroj, řezné podmínky, ... - OK (objeví se dráhy obrábění)
Obrázek: Označení + Kontrola obrábění
Obrázek: Dráhy obrábění
Obrázek: Obrobení jedné strany
Pro obrobení víčka z druhé strany je třeba zvolit novou konstrukční rovinu
7) Popis změny: Otočení roviny (kliky na):
Souřad. Globální změnit na Souřad:Pohled
Obrázek: Otočená rovina
Obrobení součásti po obvodě:
NC - 2 Osé - Kontura - 2x kliknutí na menší spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
Obrázek: Kontrola obrábění
Obrázek: Dráhy obrábění
Manažer operací - spustit verifikaci
Obrobení povrchu - zarovnání
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní kružnici - objeví se tabulka, kde se dá zvolit: materiál, nástroj, řezné podmínky, ... - OK (objeví se dráhy obrábění)
Obrázek: Označení + výběr nástroje
Obrobení středové díry
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK 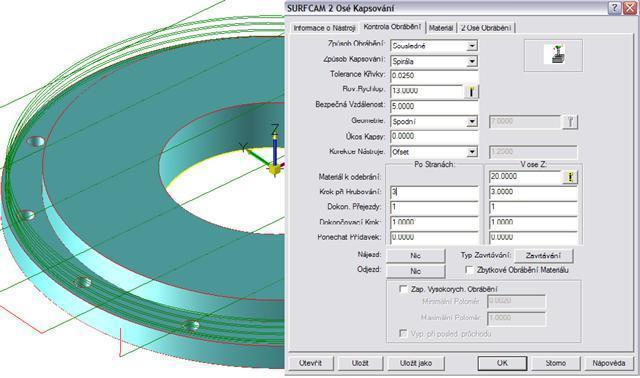
Obrázek: Označení + Kontrola obrábění
Vrtání děr:
Obrázek: Označení + výběr nástroje
Obrázek: Řízení cyklu
Spustit
Obrázek: Obrobení součásti
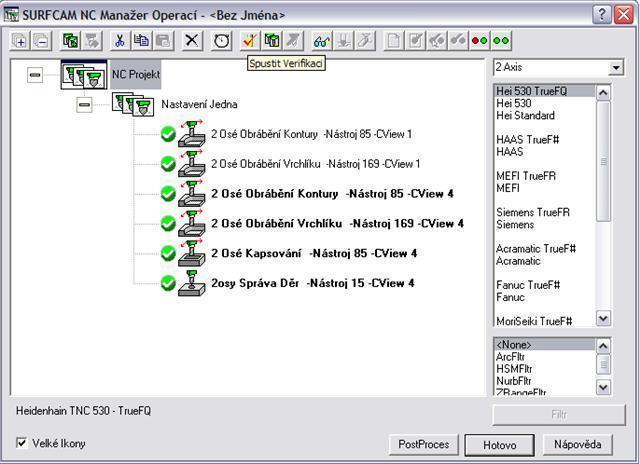
Obrázek: Manažer operací
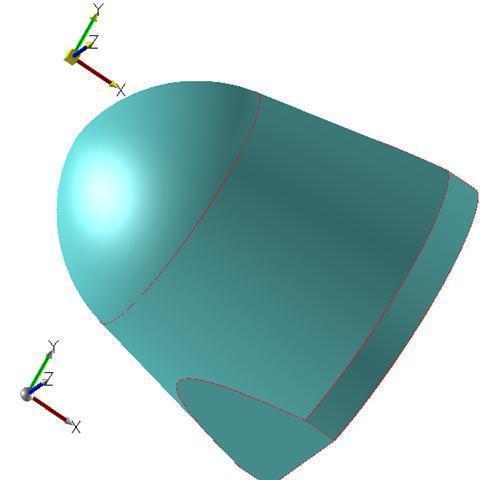
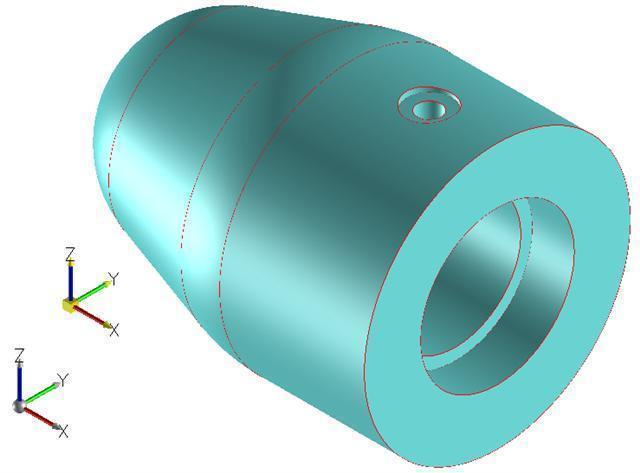
Kapitola 2: Kužel
Obrobení kužele
V následujícím textu je podrobně popsán způsob obrobení součásti pomocí počítačového programu Surfcam
Po načtení kužele do SURFCAMU musíme ustavit obrobek do roviny, ve které jej budeme moci obrábět, dále je nutné určit polotovar ze kterého bude obrobek vyroben a následně jej můžeme obrábět.
V jedotlvých bodech popíšu sled operací, které povedou k obrobení jednoduché součásti co nejjednodušším způsobem. Každá součást lze obrobit různými způsoby, v závislosti na opotřebení nástrojů, šetření materiálu, časové úspoře, ... .
1) Změna barev (pozadí,. ...) - vysvětleno v kapitole X
2) Změna nitkového kříže na šipku - vysvětleno v kapitole X
3) doporučení změny z DRÁTOVÉHO MODELU na STÍNOVAT S DRÁTOVOU GEOMETRIÍ
4) Ustavení obrobku
Obrázek: Původní nastavení
Popis změny: Otočení roviny (kliky na):
Konstrukční rovina:1 - v tabulce pohled: 5 (OK) - Upravit - transformovat - posunout - do pohledu - obrazovka - klávesnice - v tabulce (OK) - Konstrukční rovina: 5 - v tabulce pohled:1 (OK) - klávesnice (OK)
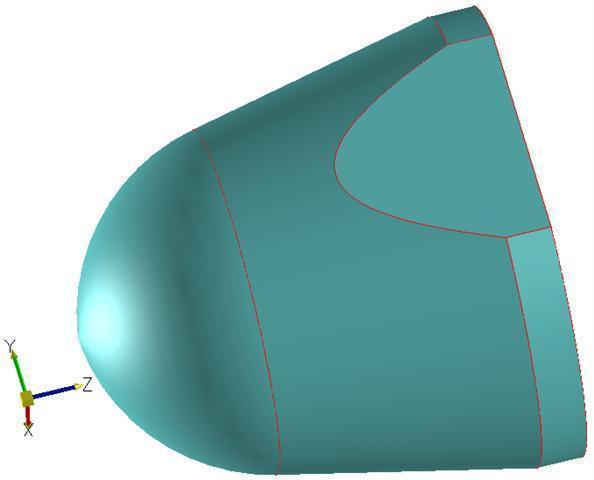
Obrázek: Otočená rovina
Popis změny: Posunutí roviny (kliknutí na):
Najít střed součásti:
Tvorba - bod - střed - kliknutí na vnější horní kružnici (vznikne bod uprostřed)
Obrázek: Bod
Umístění osového kříže na střed
Upravit - Transformovat - posunout - pozice - obrazovka (nebo okno) - klik na bod ve středu kružnice - klávesnice - v tabulce (OK)
Obrázek: Posunutý počátek
5) Volba polotovaru
Součást je rotační, proto použijeme jako polotovar válec. Na průměr přidáme 5 mm, na výšku přidáme na každou stranu 3 mm.
Popis: Určení polotovaru
Manažer operací - NC Projekt (pravým tlačítkem myši) - Upravit Informace Sekce - Polotovar - změnit kvádr na válec - osa rotace Z - Válec Hraniční Geometrie - k hodnotám v tabulce přičteme přídavky - Přidat (změní se stávající nic na 1) - OK - Hotovo
Obrázek: Vyplněná tabulka
Polotovar se nám nezobrazí u výrobku.
6) Obrábění - frézováním
Obrobení součásti po obvodě:
NC - 2 Osé - Kontura - 2x kliknutí na vnější spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK - Vybrat stranu kontury kliknutím vně výrobku
Obrázek: Označení + Kontrola obrábění
Obrázek: Verifikace
Obrobení povrchu - zarovnání
NC - 2 Osé - Zarovnat - Řetězec - 2x kliknutí na vnější horní kružnici - objeví se tabulka, kde se dá zvolit: materiál, nástroj, řezné podmínky, ... - OK (objeví se dráhy obrábění)
Obrázek: Označení + výběr nástroje
Manažer operací - spustit verifikaci
Spustit
Obrobení středové díry
Tuto operaci opakujeme několikrát vždy s větším nástrojem (nemůžeme vrtat průměr 47 mm naráz)
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK 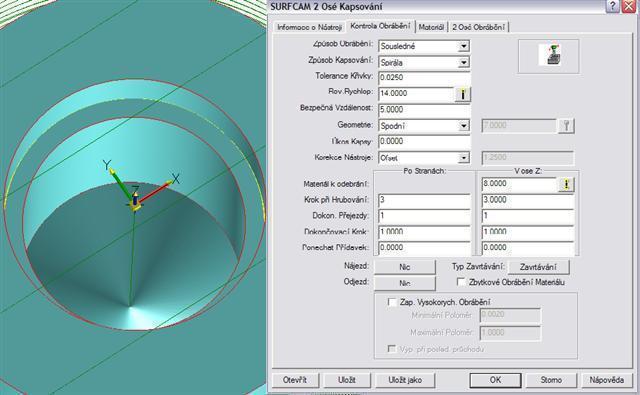
Obrázek: Označení + Kontrola obrábění
Obrázek: Obrobení jedné strany
Pro obrobení kužele z další strany je třeba zvolit novou konstrukční rovinu
7) Popis změny: Otočení roviny (kliky na):
Souřad. Globální změnit na Souřad:Pohled
Obrázek: Dráhy nástrojů + otočená rovina
Obrobení díry
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK
Obrázek: Označení + výběr nástroje
Zahloubení díry
NC - 2 Osé - Kapsa - 2x kliknutí na vnitřní spodní kružnici - hotovo - v tabulce: změna nástroje potvrdíme OK

Obrázek: Kontrola obrábění
Pro obrobení kužele z další strany je třeba zvolit novou konstrukční rovinu
8) Popis změny: Otočení roviny (kliky na):
Souřad. Globální změnit na Souřad:Pohled
Obrázek: Otočená rovina
Obrobení součásti po obvodě:
NC - 3 Osé - Z-Hrub - Obrazovka - Vnější Kvádr OK - Výpočet Hranic Polotovaru OK - v tabulce: změna nástroje, kontroly obrábění potvrdíme OK
Manažer operací - spustit verifikaci
Obrázek: Označení + Kontrola obrábění
Spustit
Obrázek: Obrobeno hrubováním
Obrázek: Dráhy obrábění + označení + výběr nástroje

Obrázek: Kontrola obrábění
Spustit
Obrázek: Obrobená součást
Obrázek: Manažer operací
Kapitola 3: Cvičení
- Vymyslete jinou strategii obráběné zadané součástky a vytvořte program (.x t)
- Vytvořte program pro zadanou součást (.xt)
Kapitola 4: Kontrolní otázky
- Na co slouží operace Z-Hrubování
- Co znamená Přídavek po straně
- Co je bezpečná vzdálenost při frézování
- Vyjmenuj způsoby kapsování
- Co je rovina rychloposuvu
Kapitola 5: Autotest
- Co je bezpečná vzdálenost
- Operace Cut je pro:
- Nejlepší odvod třísek má vrták:
- Výhrubníky a výstružníky zlepšují:
- Rozdělení fréz podle upínání na:
Lekce 5: Literatura
- KRONUS, P. Učebnice Surfcam. 1. vyd. Praha: 3E Praha Engineering, rok neuveden. 173 s. ISBN neuvedeno.
- KRONUS, P. Příklady Surfcam. 1. vyd. Praha: 3E Praha Engineering, rok neuveden. 173 s. ISBN neuvedeno.
- LEINVEBER, J., ŘASA, J., VÁVRA, P. Strojnické tabulky. 3. vyd. Praha: Scientia, 2000. 985 s. ISBN 80-7183-164-6.